










Engpass und damit die Bremse in der Losgröße-1-Bekantung ist meistens das Eckenrunden. Biesse hat nun auch an dieser Stelle seine für Industriekunden und anspruchsvolle Handwerker konzipierte Kantenanleimmaschine »Stream B MDS« mit dem Aggregat »AR 90« auf einen Vorschub von 32 m/min gebracht. Mit nur einem Bediener bekantet diese Losgröße-1-Maschine pro Schicht 1200 Platten ringsherum – oder bewältigt 4800 Durchläufe.
Schnelle Ecken
Mit Linearmotoren fährt das Eckenkopieraggregat CNC-gesteuert die auf das Kantenprofil abgestimmte Bahn um die Werkstückecken ab und tastet dabei den letzten Zehntelmillimeter elektronisch ab. Es ist mit einem Vierfachstufenwerkzeug ausgestattet und nimmt den Profilwechsel blitzschnell in der Werkstücklücke vor.
Schnelle Koordination
Damit sich bei Losgröße 1 ein so hoher Durchsatz realisieren lässt, bedarf es neben dem Hochleistungseckenrunden auch noch einer schnellen Koordination aller Aktionen am Ein- und Auslauf der Maschine sowie innerhalb der Maschine, wenn etwa ein Wechsel des Kantenbandes, der Leimfarbe und/oder des Profils ansteht. Dafür setzt Biesse die übergeordnete Zellensteuerung »Supervisor« ein. Sie gibt beispielsweise vor, welches Kantenmagazinfach oder welcher Radius zu wählen ist.
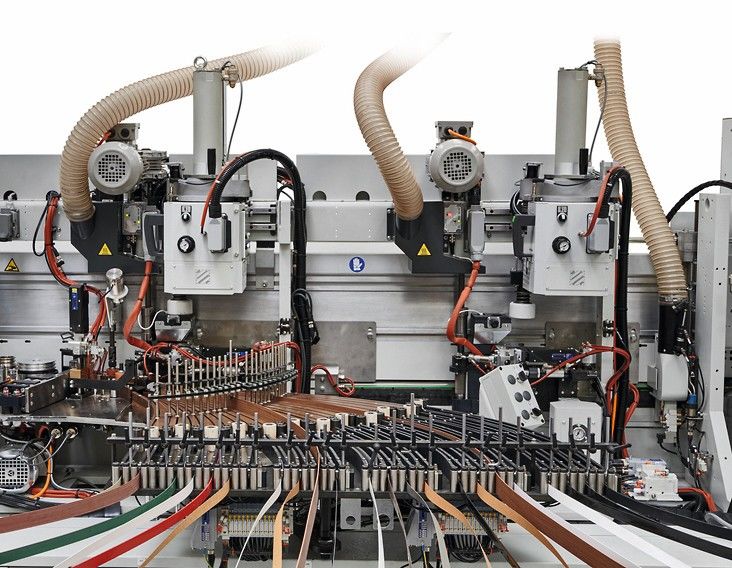
Der Maschinenführer steht vorne mitten im U des Luftdüsentisches, siehe Bild links oben. Die Einlaufstrecke korrigiert gegebenenfalls Maß- und Winkelfehler vom Zuschnitt. Dazu richtet sie ähnlich wie eine Formatkreissäge das Werkstück, bevor es vom Oberdruck erfasst wird, entweder winklig an Vorschubnocken oder parallel an seitlichen Nocken aus.
Am Maschinenauslauf befindet sich ein Handlingportal, das das Werkstück ergreift, hochhebt und – wenn keine weitere Kante anzufahren ist – auf einen Abstapelplatz legt oder es ansonsten zum Rückführband bringt. Auf dem Weg dreht der Portalheber das Werkstück so, dass weder der Maschinenführer an dieser Maschine noch an der nächsten das Werkstück drehen muss.
Wenn der Portalheber ein fertig bekantetes Werkstück aus dem Kreislauf herauszieht, entsteht eine Lücke, die sich über das Rückführband allmählich auf den Maschinenführer zu bewegt. Seine Aufgabe ist es, diese zu einem exakt vorgegebenen Zeitpunkt mit einem neuen Werkstück zu schließen. Der Supervisor sagt ihm rechtzeitig über den Touchscreen, ob ein kurzes oder langes Teil aufzulegen ist und wann genau es einzuschieben ist.
Schneller Kantenbandwechsel
Für den hohen Materialdurchsatz im Losgröße-1-Betrieb muss weiterhin das Handling der Kantenbänder reibungslos vonstatten gehen. Per Barcode und Handscanner verheiratet die integrierte Kantenlagersoftware »Edgemanager« eine einzulegende Kantenbandrolle mit einem Magazinplatz. Das System verbucht nach jedem Durchlauf den Verbrauch, sodass das System stets über die noch verfügbare Restlänge informiert ist und rechtzeitig eine neue Kantenbandrolle anfordert. –GM






 Sind 15 cm ein Muss?
Sind 15 cm ein Muss?








{kind=link}