
















Ist der Fortschritt an der Abrichte und der Dickte spurlos vorbeigezogen? Willi Brokbals ist dieser Frage nachgegangen. In den ersten beiden Folgen ging es um die Hobelwelle und die Abrichte, im dritten Teil nun um Verbesserungen an der Dickte.
der leichte Begriff »Dickte« hält sich hartnäckig gegenüber dem sperrigen Wortgebilde Dickenhobelmaschine. Trotzdem gehen die Hersteller in die entgegengesetzte Richtung: weg von der kleinen, leichten Maschine, hin zur großen, sperrigen – jedoch ohne die Hobelbreite zu vergrößern. Vergleicht man alte Dickten mit aktuellen Modellen, fällt vordergründig das Design auf. Viele Hersteller haben Kanten gerundet und Absauganschlüsse an die Seiten oder nach hinten verlegt, damit sie nicht mehr nach oben aus dem Deckel ragen. Anderes hat sich im Innern der Maschine verändert und bei der Maschinenbedienung.
Maschinenständer. Geschweißte Maschinenständer aus Stahlblech dominieren. Wie auch bei den Abrichten füllt Martin die Ständerhohlräume mit Polymerbeton und erreicht dadurch besonders hohe Laufruhe. Andere Hersteller verrippen die Schweißkonstruktionen, um für gute Hobelergebnisse die nötige Schwingungsarmut zu erreichen. Besonders für Schreinereien mit wenig Platz ist die Unterfahrbarkeit mit dem Hubwagen nützlich. Alle Hersteller suggerieren durch pure Maschinengröße einen Fortschritt in der Technik. So mancher Tischler und Schreiner zieht den leistungsfähigeren Vierseiter der Dickte vor und trennt sich gerne von diesem Platzfresser. Doch für das Hobeln verleimter, breiter Brettflächen gibt es kaum eine Alternative. Um die Dickte wieder attraktiver zu machen, sollten ihr die Maschinenhersteller eine Schlankheitskur verpassen. Ein Auswahlfaktor für die Wahl einer neuen Dickte sollte das Verhältnis von Maschinen- zur Hobelbreite sein. Je geringer dieser Wert ist, umso weniger Platz benötigt die Maschine. Den höchsten Quotienten erreicht die Dickte von SCM mit 2,04, den niedrigsten die Dickte von Hofmann mit 1,71 (Bild 1).
So wünschenswert Bordwerkzeugablagen direkt an der Maschine sind, so bedenklich sind die auf der Oberseite der Haube eingelassenen Vertiefungen bei SCM und Houfek. Sie füllen sich schnell, jedoch mit allerlei Unrat. Die Houfek- und die SCM-Maschinen sind umständlich mit einem Schlüssel zu öffnen. Bei Houfek steht der Verschluss sogar über und beschädigt abgelegte Werkstücke (Bild 2).
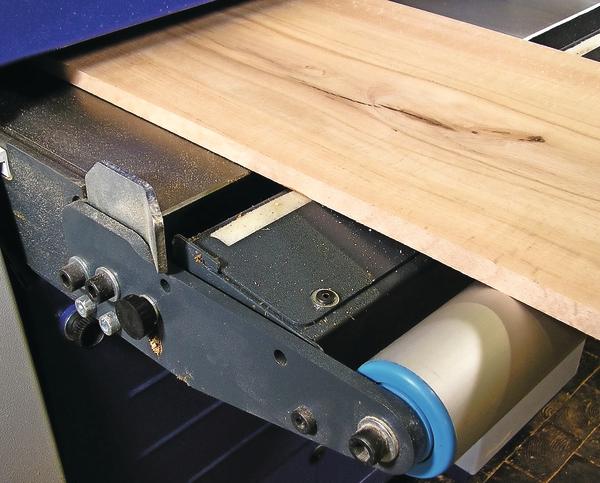
Hobeltisch. Der Hobeltisch ist entweder aus feingehobeltem Grauguss oder Stahl und in jedem Fall stark verrippt, damit er verwindungssteif bleibt. Stahlkonstruktionen werden in der Regel gefräst und teilweise auf Wunsch zusätzlich geschliffen. Die dann sehr glatten Flächen haben Vorteile beim Hobeln von Kunststoffen. Lediglich Houfek bietet seine Maschinen in der Standardausführung noch mit Tischwalzen an. Zusätzliche Tischwalzen vor und/oder nach dem Hobeltisch bieten Format-4 und der französische Hersteller Utis an (Bild 3).
Tischwalzen bleiben die Ausnahme
Format-4 bringt das Gleitmittel mit einem Filzdocht auf. Der Behälter mit dem Gleitmittel lässt sich anheben, bis der Docht an die Unterseite der einlaufenden Werkstücke reicht. Die benetzten Werkstücke schmieren den Tisch.
Für Kunststoffplatten oder sehr dünnes Holz bieten Martin und Hofmann Vakuumeinrichtungen an, die das Flattern des Werkstücks behindern. Dazu sind in den Hobeltisch Bohrungen eingebracht. Martin arbeitet mit einem internen Gebläse und erreicht 0,5 bar Unterdruck. Hofmann setzt auf ein externes Vakuumgebläse, das sich stufenlos den Erfordernissen anpasst (Bild 4 und 5).
Alle Hersteller bieten die Tischverlängerungen in unterschiedlichen Längen an. Panhans liefert mit 2 m die längste und Martin mit einer 450 mm langen Klappausführung die flexibelste.
Das Heben und Senken. Mit zwei bis vier über eine Kette synchron angetriebenen Trapezgewindespindeln lässt sich der Hobeltisch heben und senken. Seitlich sind Flach- oder Trapezführungen angebracht. Die Handkurbel hat ausgedient. Kleine Elektromotoren übernehmen diese Arbeit. Der Bediener drückt einen Taster oder tippt bei achsgesteuerten Maschinen die Hobeldicke ein. Houfek hat sich etwas Praktisches einfallen lassen: An der Vorderseite des Tisches sind eine Winkelauflage und eine Millimeterskala angebracht. Der Bediener kann sein Werkstück auflegen, die ungefähre Dicke ablesen und die Hobeldicke eintippen (Bild 6).
Walzen und Niederhalter. Bis auf SCM bieten alle Hersteller Gliedereinzugwalzen an. Sie sind in etwa 50 mm breite Segmente unterteilt, die sich unabhängig voneinander der Werkstückdicke anpassen. Sie schieben gleichzeitig unterschiedlich dicke Werkstücke durch die Maschine. SCM beschreitet einen eigenen Weg: Seitlich herausziehbare Ein- und Auszugwalzen mit speziellen Gummimischungen und -härten passen sich den Werkstückdicken ähnlich wie Gliedereinzugwalzen an.
Einteilige Stahl- und Gummiwalzen bleiben als Auszugwalzen im Standardangebot. Für einen kräftigen Durchzug empfehlen die Maschinenhersteller zwei Auszugwalzen. Bei der Dickte von Hofmann lässt sich der Auszugwalzendruck mit einem Drehgriff stufenlos verstellen. SCM geht noch einen Schritt weiter und regelt den Druck auf Ein- und Auszugwalzen pneumatisch von außen. Die Niederhalter vor der Welle sind in 50 mm breite Aluminiumsegmente unterteilt und reichen bis dicht vor die Hobelmesser. Die Niederhalter nach der Welle sind über die gesamte Maschinenbreite durchgehend und als Wippe oder als in der Höhe nachstellbare, federnd gelagerte Stahlbalken konstruiert (Bild 7, 8 und 9).
Profilieren mit der Dickte
Die Hobelwellen wurden in Teil 1 dieser kleinen Serie beschrieben und werden hier nicht weiter vorgestellt. Es fehlt jedoch noch eine einmalige Besonderheit: Martin hat schon vor einigen Jahren unter dem Namen »Contour« eine Maschine vorgestellt, die sich mit rückenverzahnten, über die gesamte Hobelbreite profilierten Profilmesser bestücken lässt. Modifizierte Druckeinrichtungen erlauben es, bis zu 630 mm breite und 25 mm tiefe Profile zu hobeln. Die Welle lässt sich wahlweise auch mit zwei oder vier Tersa-Messern bestücken.
Bedienung. Das Einstellen der Hobeldicke und der Vorschubgeschwindigkeit sowie das Ein- und Ausschalten müssen für junge Schreiner und Altgesellen gleichermaßen einfach sein. In den meisten Fällen erfüllen die Hersteller diese Forderung und häufig gibt es noch eine kleine Packung Zusatzfunktionen für Technikfreaks obendrauf. Die meisten Schalter sind durch Piktogramme eindeutig gekennzeichnet, doch sind sie häufig noch zu niedrig und/oder senkrecht an der Maschinenfront positioniert. Noch immer gibt es nicht genügend geneigte Digitalanzeigen mit zu kleinen Ziffern. Das erhöht die Fehlerquote und zwingt den Bediener in eine unbequeme Körperhaltung. Martin löst die Handhabung beispielhaft mit einem stark geneigten, in die Haube integrierten Bedienpult. Es punktet mit eindeutiger Zuordnung der Stellelemente und großen, gut lesbaren Ziffern der Digitalanzeige. Panhans verlegt lediglich die digitale Anzeige in den oberen, geneigten Maschinenteil und belässt die übrigen Schaltelemente in der Senkrechten. Dabei gelingt dem Hersteller die Verschmelzung von Vergangenheit und Gegenwart: Mit einem kleinen, sehr leicht drehbaren Kurbelrad, das in angenehmer Höhe im unteren Bedienfeld platziert ist, lässt sich die Hobeldicke einstellen. Noch ein Plus: Metallbügel schützen die Bedienfelder vor Beschädigungen, ohne gleichzeitig die Bedienung zu behindern (Bilder 10, 11, 12 und 13).
Auch bei der Maßeingabe hebt sich Martin etwas von den übrigen Herstellern ab: Gibt der Bediener keine Nachkommastelle ein, gilt für sie der Wert 0. Die Vorgabe Vorschubgeschwindigkeit ist unterschiedlich. Während Panhans und Martin einen Wahlschalter für 6 und 12 m/min Vorschubgeschwindigkeit haben (stufenlos optional), bietet SCM die Möglichkeit, per Tastendruck in 0,5 m/min Schritten den Vorschub zwischen 4 und 20 m/min vorzugeben. Fast alle anderen Hersteller erlauben stufenloses Einstellen der Geschwindigkeit. Lediglich Casadei nutzt einen Schalthebel für die fünf Geschwindigkeiten 5, 8, 12 und 18 m/min. Diese Abstufung wird sicherlich in vielen Fällen ausreichend sein.
Hohe Vorschubgeschwindigkeit in Verbindung mit großer Spanabnahme (z. B. Martin: maximale Vorschubgeschwindigkeit 25 m/min, maximale Spanabnahme 12 mm) könnte zu Überlastung der Antriebe führen. Um das zu verhindern, bieten die meisten Hersteller einen automatisch wirkenden Überlastungsschutz für ihre Maschinen, der bei steigender Stromaufnahme die Vorschubgeschwindigkeit auf ein sicheres Niveau drosselt.
Fazit. Wer auf der Suche nach der für seinen Betrieb besten Dickte ist, sollte fündig werden. Der Markt bietet alles, vom zweckmäßigen Einsteigermodell bis hin zur ausgefeilten Spitzentechnologie. Forderungen nach Verbesserungen, die die Maschine nicht teurer machen müssen, gibt es trotzdem: große, gut lesbare Ziffern, ergonomisch zu bedienende Stellelemente und ein gutes Verhältnis von Hobelbreite zu Maschinenbreite.
Willi Brokbals

»Der Markt für Dickten zeigt sich vielfältig. Vorsicht, Größe steht nicht für Fortschritt.«
Fachlehrer an der Meisterschule Ebern
Kurbel ade
Ach So!
So wie der elektrische Fensterheber im Auto die Fensterkurbel verdrängt hat, ist dies auch beim Dickenhobel geschehen. Immer preiswertere elektronische und elektromechanische Komponenten bewegen den Hobeltisch kostengünstiger auf und ab.
Teilen:







 Sind 15 cm ein Muss?
Sind 15 cm ein Muss?










{kind=link}