









Niederbayern, das Land der Eberhofer-Krimis, wirkt an diesem sonnigen Tag ruhig und entschleunigt. Landschaft und der angenehme Dialekt, sondern auch die vielen Kilometer auf schmalen Straßen, die mich in den Landkreis Landshut nach Aham führen. Der Betrieb gliedert sich unter einem Dach in drei Einzelbereiche: Schreinerei, Mineralstoffverarbeitung, Aluminiumfertigung. Jeder Sektor hat seine eigenen Kunden und Mitarbeiter. Lediglich der kaufmännische Teil wird zentral betreut.
Die Schreinerei fertigt mit 28 Mitarbeitenden Einrichtungen für öffentliche und gewerbliche Unternehmen und entwickelt selber Möbel und Bauteile. Für das gleiche Kundenspektrum werden auch die Mineralwerkstoff-Produkte gefertigt. Jeder Bereich agiert in eigenen Räumen, so auch die Aluminiumverarbeitung, die sich auf die Bearbeitung und Konfektionierung des patentierten Montagesystems für Paneele (Eilox) konzentriert. Im Massivholzlager stehen drei Schwerlastregale parallel mit den Längsseiten nebeneinander. Jeder der 30 Kragarme trägt die Bezeichnung des darauf lagernden Holzes. Die Regale werden nach Bedarf einzeln herausgefahren.
Effiziente Massivholzabteilung
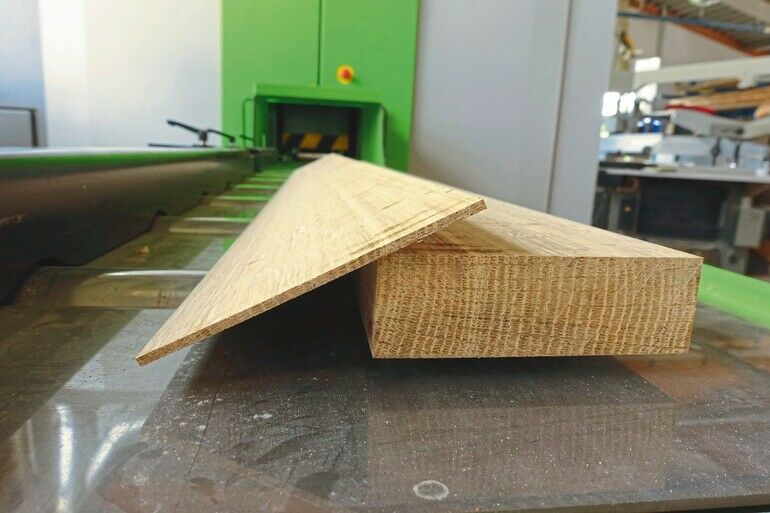
Besäumt und aufgetrennt werden die Hölzer an einer Längsschnittsäge. Auch hier sind viele Ideen des innovativen Schreiners zusammen mit dem Hersteller entwickelt und umgesetzt worden. Jetzt wird das Material zum Cube, einem Vierseiter von Weinig, transportiert. »Der hat uns echt weitergebracht, weil er einfach und intuitiv zu bedienen ist und top Ergebnisse liefert«, schwärmt Josef Eibl. Alles, was am Vierseiter nicht ausgehobelt werden kann, passiert die Abrichte und Dickenhobelmaschine. Und wenn mal wieder großflächig profiliert werden muss, geschieht dies mit der speziellen Hobelmaschine (Contour) der Firma Martin. So erhalten Sitzflächen von Massivholzbänken ihre seichten, ausladenden Hohlkehlen und Möbelfronten eine charakteristische Profilierung. Und hier hat die Bandsäge ihren großen Auftritt. Mit ihr schneidet Eibl 3 bis 4 mm dickes Sägefurnier und leimt es auf MDF-Trägermaterial. Erst danach wird die Oberfläche profiliert.
Die Bandsäge. Etwas blauäugig hatte ich mir unter der Bezeichnung Dünnschnitt-Bandsäge eine sehr kräftige Bandsäge vorgestellt, wie sie in vielen Schreinereien zu finden ist. Doch dieser große, beinahe vier Tonnen schwere Stahlkasten hat mehr Gemeinsamkeiten mit einer horizontal arbeitenden Blockbandsäge als mit einer Tischler-Bandsäge. Konzipiert ist die „DSB Singleheat 310“ des Herstellers Wintersteiger für die Decklagen-Schnitte bei der Parkettherstellung, eignet sich jedoch auch hervorragend für die Produktion von Sägefurnieren. Jeweils mittig an der Ein- und Auslassseite ist eine Rollenbahn installiert, über die das Material (maximal 160 mm dick, 300 mm breit) der Säge zugeführt und nach dem Trennen wieder entnommen wird. Sicherheitskäfige vor dem Ein- und Auslassbereich verhindern den Kontakt der Hände mit den Gummi-Transportrollen. Sind die Türen an der Einlassseite geöffnet, bekommt man erhellende Einblicke.
Mächtige gusseiserne Rollen
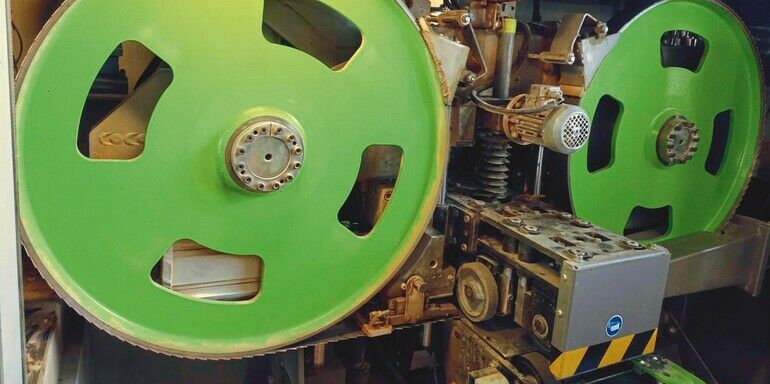
Die gusseisernen Rollen rechts und links mit jeweils 900 mm Durchmesser treiben das Sägeblatt (5500 × 80 × 0,7 mm) an. Ein grundlegender Unterschied zur Standardbandsäge: Die Rollen haben keine Bandagen und keine balligen Laufflächen. Das Sägeblatt liegt auf den glatten, geraden Stahl-Laufflächen und steht nach vorn über. So werden die Sägezähne nicht beschädigt und transportieren in ihren Spanlücken keine Späne auf die Rollen. Da die Schnittpräzision entscheidend von der Sauberkeit der Laufflächen und des Sägeblattes abhängt, werden diese permanent mit Filzblöcken gereinigt. Kernstück des Reinigungssystems sind zwei Filzflächen, die in der oberen Umlaufbahn innen und außen gegen die Sägeblattflächen gepresst werden. Sie werden in kurzen Intervallen mit Gleitmittel benetzt: Das verringert nicht nur die Reibung zwischen Stahl und Holz, sondern übernimmt auch die Kühlung des Sägeblattes.
Schnittfuge der Trennbandsäge nur 1,3 mm breit
Ein großer Druckluftzylinder drückt die linke Rolle nach außen und spannt das Sägeblatt mit konstant sehr hoher Kraft. Zusammen mit den flächigen Carbon-Sägeblattführungen und einer moderaten Vorschubgeschwindigkeit werden dadurch exakt gleichbleibende Sägeschnitte erzeugt. Die Präzision ist beeindruckend: Bei nur 1,3 mm Schnittfugenbreite lassen sich Schichten ab 0,8 mm Dicke sägen. Um die Präzision dauerhaft zu gewährleisten, wurden neue Vorschubmotoren eingebaut, mit denen sich die Geschwindigkeit auf 2 m/min reduzieren lässt. Entscheidend für die Wahl der Vorschubgeschwindigkeiten sind Erfahrungswerte, die hauptsächlich von der Holzart und der Holzbreite bestimmt werden.
Maße, Anzahl der Schnitte, Schnitt- und Vorschubgeschwindigkeit, Sägebandschmierintervall, Spanndruck und Ausführung des Sägeblattes sind wichtige Parameter und lassen sich über die Steuerung eingeben und als Programme hinterlegen. Da die Einlaufhöhe konstant ist, wird beim Verstellen der Lamellenbreite das gesamte Sägeaggregat verfahren. Zwei synchron angetriebene Trapezgewindespindeln heben und senken das in Rundstahlsäulen geführte Aggregat zehntelmillimetergenau auf das vorgegebene Maß.
Ein Blick auf die Sägeblätter
Noch ein gravierender Unterschied zur herkömmlichen Tischler-Bandsäge zeigt sich bei den Sägeblättern. Die Sägezähne des 0,7 mm dicken Stammblattes haben aufgelötete Stellit- oder Hartmetallschneiden und sind nicht geschränkt. Nur so lassen sich der geringe Schnittverlust von 1,3 mm und ein hoher Standweg erreichen. Manche Sägeblätter haben eine zusätzliche Zahnung am Rücken, die verbliebene Sägespäne aus der Schnittfuge putzt. Mit speziellen Sägeblättern lässt sich der Effekt eines Gattersägenschnittes auf der Oberfläche erzeugen. Das eröffnet neue Gestaltungsräume und bedient einen aktuellen Trend.
Werden Sägeblätter gewechselt, lassen sie sich nicht wie normale Bandsägeblätter zu handlichen Rollen ineinanderdrehen. Die Sägezähne werden mit einem speziellen Kunststoffprofil abgedeckt, damit sich niemand daran verletzt, einmal »gefaltet« und im Originalkarton gelagert oder zum Schärfen versandt. Eine Frage brennt mir noch unter den Nägeln: »Warum dieser ganze Aufwand?« Kaum ist die Frage formuliert, sprudeln Antworten aus dem Schreinermeister: »Rahmen und Füllungen aus einem Holz, keine Risse vom Messern auf der linken Seite, alles Holz vom gleichen Stamm, nicht gedämpft, gleiche Anmutung, kein Leimdurchschlag. Die dicken Furniere werden als Anleimer und Furnier gleichermaßen genutzt. Es entstehen keine Farbunterschiede und kein Anleimer zeichnet sich ab. Bei Möbeln, die auf Gehrung gearbeitet werden, ist diese Arbeitsweise unschlagbar.« Meine Frage ist beantwortet.
Kreativ, vielseitig und gemeinsam
Es hat mich beeindruckt, wie kreativ, vielseitig und gemeinsam es in der Schreinerei Eibl zur Sache geht. Es war wunderbar, einen Chef zu erleben, der für seinen Betrieb, seine Kundschaft und seine Mitarbeiter brennt. Als Beleg ein letztes Zitat: »Ich will von jeder Mitarbeiterin und jedem Mitarbeiter vom Hund den Vornamen kennen.«
Steckbrief
Anwender: Josef Eibl GmbH
84168 Aham
www.eibl-gmbh.de
Trennbandsäge: Wintersteiger Woodtech GmbH
A 4910 Ried im Innkreis
www.wintersteiger.com
Mehr Beiträge zur Bandsäge
- Hidden Champion, Anforderungen an moderne Bandsägen, 2023
- Relikt aus grauer Vorzeit?, Marktübersicht Bandsägen, 2023
- Die Außergewöhnliche, Möbelbau mit Bandsäge bei Winterhager, 2023
- Bandsäge mit Format, Modellserie von Felder, 2023
- Kompakt und mit Power, Praxistest der Metabo BAS 318, 2023



 Aus Ruinen auferstanden
Aus Ruinen auferstanden














{kind=link}