








Erzielt hervorragende Oberflächen und lässt sich VOC-arm, sparsam und schnell verarbeiten: der Pulverlack. Er löst auch bei MDF viele Probleme. Klaus Rehm und Bernhard Letsch stellen eine Technik mit einem zwar kleinen, aber exklusiven Markt vor.
Die Pulverbeschichtung von MDF hat sich in den vergangenen Jahren einen kleinen, aber exklusiven Markt erkämpft. Trotz der wesentlichen Vorteile der Pulverbeschichtung wie kurze Prozesszeiten bis zum versandfertigen Bauteil, gute mechanische und chemische Oberflächeneigenschaften, VOC-armer Beschichtungsprozess und geringe Lackverluste durch vollständiges Recycling des Oversprays konnte sich die Technologie noch nicht umfassend durchsetzen. Die thermische Beanspruchung der MDF bzw. des Holzes während des Prozesses führte vielfach zu Problemen, die sich in Rissen in Beschichtung und Material sowie in Blasen darstellten.
Die schlechte Leitfähigkeit der Holzwerkstoffe bedingte den Einsatz spezieller leitfähiger, pulverbeschichtbarer MDF, was sich ungünstig auf die Kosten der Produkte auswirkt.
Sicher und in hoher Qualität
Die Holzwerkstoffhersteller konnten in den letzten Jahren die pulverbeschichtbare MDF weiterentwickeln und die Prozesssicherheit steigern. Die Pulverlacke für Holzwerkstoffe wurden ebenfalls deutlich weiterentwickelt, es sind elastische Beschichtungen verfügbar, die gut an die Anforderungen der MDF angepasst sind. Die Pulverbeschichter können heute zuverlässig und in hoher Qualität liefern, was sich positiv auf den Markt ausgewirkt hat.
In diesem Markt konnten sich in Europa etwa fünf Beschichter etablieren, die ihre Produkte vorwiegend im höherwertigen Bereich absetzen. Eine Massenwirkung konnte sich im Verhältnis zur gesamten beschichteten Holzoberfläche noch nicht entwickeln.
Die pulverbeschichteten MDF-Produkte werden hauptsächlich im Möbelbereich (Küchen- und Badmöbel), im Innenausbau und auch im Messebau verwendet. Es kommen fast ausschließlich deckende Farben in strukturierter Oberfläche zur Anwendung. Dies schränkt die Verbreitung der pulverbeschichteten Oberflächen auf die Anwendungsbereiche möglichst profilierter, deckend beschichteter MDF stark ein. Für die Beschichtung von MDF werden spezielle Anlagen benötigt, die mit viel Erfahrung betrieben werden müssen, um ein ausreichend zuverlässiges Beschichtungsergebnis zu erreichen. Versuche von Beschichtern aus anderen Bereichen, mal nebenbei auch Holz/MDF zu beschichten, sind weitgehend gescheitert.
Spezialisierte Anlagenbauer wie die Firma MS Oberflächentechnik AG aus der Schweiz können heute Anlagen zur Beschichtung von MDF errichten, die auf das Material und das Teilespektrum ausgerichtet sind und gute Qualität und Zuverlässigkeit garantieren.
Fast 100 Prozent Ausbeute
Dabei sind die Probleme des schnellen Farbwechsels und einer fast 100-prozentigen Rückgewinnung des Oversprays weitgehend gelöst.
Materialanforderungen. Um Holzwerkstoffe elektrostatisch beschichten zu können, sollte der Widerstand kleiner als 1011 Ω sein [Bauch, Fuchs]. Meist werden den Materialien leitfähige Zusätze beigemischt. Zur Erhöhung der Leitfähigkeit und zur Verbesserung der Oberflächendichtheit der Materialien werden teilweise Primer aufgetragen. In der Praxis werden aber auch Holzwerkstoffe beschichtet, deren Widerstand deutlich über dem angegebenen Wert liegt. Es ist bis heute noch nicht endgültig sicher, welche Eigenschaften für die Beschichtbarkeit eines Materials ausschlaggebend sind.
Neben der Leitfähigkeit sind kaum Angaben zu notwendigen bzw. empfohlenen Eigenschaften der zu beschichtenden Materialien verfügbar. Hierzu können weder Pulver- noch Anlagenhersteller verbindliche Aussagen machen. Eine zuverlässige Pulverbeschichtung von MDF wird aber heute überwiegend mit speziellen MDF-Platten erreicht.
Bekannt, aber nicht endgültig spezifiziert, sind Anforderungen an Dichte, Querzugfestigkeit und Dickenquellung. Hier werden erfahrungsgemäß die besten Werte der vergleichbaren Materialien gefordert [Barbu, Schmidt] oder leicht verbesserte Werte gegenüber den Bestwerten der Standardmaterialien. Eine Garantie für die sichere Beschichtbarkeit ist damit aber nicht gegeben. Die zuverlässige Spezifikation eines pulverbeschichtbaren Holzwerkstoffs gibt es heute noch nicht.
Die Oberfläche der Materialien muss wie bei allen Beschichtungsprozessen von Holz und Holzwerkstoffen sehr gut bearbeitet sein. Das Schleifen bis zu einer sehr feinen Körnung, das Entstauben und auch das Verschließen von offenen Materialstrukturen, wie der MDF-Schmalfläche, gehören dazu. Für die Pulverbeschichtung werden auch möglichst homogene Oberflächeneigenschaften erzeugt, wobei mitunter Mehrfachbeschichtungen und Zwischenschliff notwendig werden.
Thermoglätten empfohlen
Eine zuverlässige Methode zur Erzeugung homogenisierter Oberflächen an MDF ist das Thermoglätten. Wesentliche Eigenschaften der MDF-Oberfläche – wie Härte, Dichte, Rauheit und auch die chemische Zusammensetzung – werden positiv beeinflusst. Durch Druck und Hitze wird die Oberfläche beim Thermoglätten sowohl physikalisch als auch chemisch verändert. Idealerweise kann hierbei eine Oberfläche erreicht werden, deren Eigenschaften denen der Breitfläche der MDF entspricht. Eine homogene Oberfläche kann vielfach über das gesamte Bauteil erreicht werden. Das Verfahren ist effektiv und staubfrei und wird heute durch verschiedene Hersteller von CNC-BAZ angeboten bzw. in die Maschinen integriert.
Für die Pulverbeschichtung ist die Klimatisierung der Holzwerkstoffe noch wichtiger als bei anderen Beschichtungsverfahren. Mit der Holzfeuchte wird nicht nur die Quellung beeinflusst, sondern auch die Leitfähigkeit. Dabei wird zwischen der Leitfähigkeit der Oberfläche und der Kernleitfähigkeit unterschieden. Zu trockene Werkstoffe lassen keinen gleichmäßigen Pulverauftrag zu, zu feuchte Werkstoffe neigen zu Quellungen oder Rissbildungen. Da die unterschiedlichen Werkstoffe verschiedene Ausgleichsfeuchten und unterschiedliche Sollfeuchten haben, ist der Anspruch an die Klimatisierung von Werkstoffen und Produktionshallen sowie der gesamten Lieferkette sehr hoch.
Holzfeuchte exakt einstellen
Untersuchungen an der BFH zeigten, dass die Querzugfestigkeit der Platten mit steigender Feuchte gravierend abnimmt und die Platten damit während des Aushärteprozesses den Belastungen eventuell nicht mehr standhalten. Unter Berücksichtigung der starken Streuung der Platteneigenschaften kann bei schlecht klimatisierter Lagerung die Festigkeit der MDF auf 50 Prozent des Ursprungswertes sinken. Definierte Lager- und Transportbedingungen vom Herstellprozess bis zur Verarbeitung sind somit ein wesentlicher Erfolgsfaktor bei der Pulverbeschichtung von MDF und anderen Holzwerkstoffen.
Applikation. Die Applikation von Pulverlack ist mit modernen Anlagen auf vielen Holzwerkstoffen realisierbar. Auch nicht homogene Materialien wie Wabenplatten mit Rahmen lassen sich unter Beachtung einiger Randbedingungen beschichten. Vielfach treten allerdings Rücksprüheffekte auf, die zu ungleichmäßigen Schichtdicken und Fehlstellen führen. Eine vollautomatische, absolut zuverlässige Beschichtung ist für viele Materialien und Produkte in absehbarer Zeit unrealistisch. Unterschiede in der Schichtstärke lassen sich durch technische Hilfsmittel und manuellen Eingriff (Nachpulvern von Problembereichen mit handgeführten Pistolen) meist auf ein vertretbares Maß reduzieren. Der Anpassungsaufwand für automatische Lösungen ist hoch, er rentiert sich aber auch in anderen Industriezweigen nur für Massenprodukte.
Aufschmelzen. Das Aufschmelzen der Pulver zu einer homogenen, geschlossenen Beschichtung erfolgt durch Wärmeeinwirkung. Je nach Pulvertyp sind hierzu Temperaturen von 100 bis 150°C mehrere Minuten lang erforderlich.
Aushärten. Die Aushärtung der Pulver erfolgt durch Wärmeeinwirkung (bei LowBake-Pulverlacken für die Holzbeschichtung bei ca. 135 bis 170°C) oder durch UV-Strahlung. Bei der Aushärtung treten teilweise noch Probleme durch die thermische Belastung der Holzwerkstoffe auf. Mögliche Folgen sind die Veränderung des Substrates und Ausgasungen in die Lackschicht. Derzeitige Anwendungen sind in Tabelle 1 aufgelistet. Als mögliche Lösung bieten sich neue Pulverlacke, insbesondere UV-härtende Pulver an, die bei geringeren Temperaturen aushärten.
Farbige und transparente Pulver. Derzeit werden am Markt transparente Pulver eingeführt. Dies eröffnet der Technologie ein weit größeres Anwendungspotenzial als bisher. Insbesondere im Bereich der normalen Möbelfertigung eröffnen sich in der Kombination mit anderen Substraten wie Lagenhölzern und furnierten Platten neue Perspektiven.
Hitzeproblem gelöst
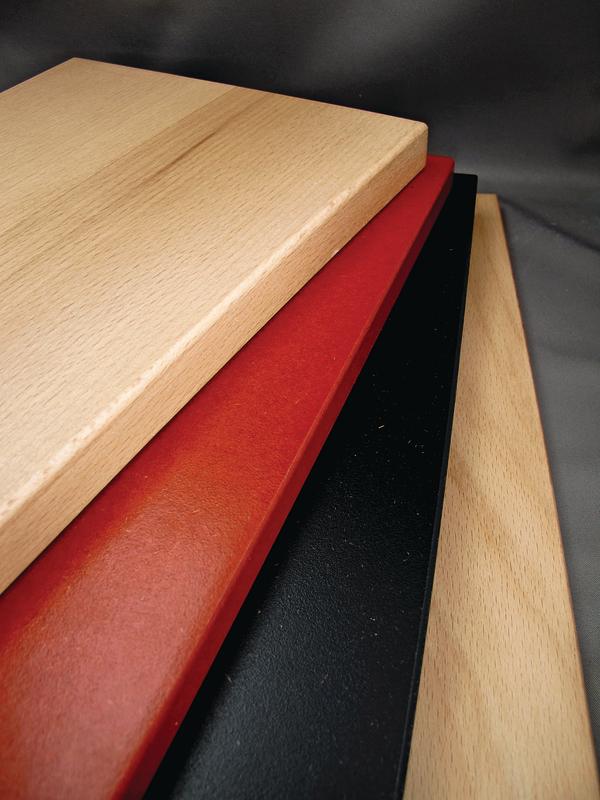
UV-Klarlacke senken die Temperaturbelastung der Werkstoffe signifikant und erhöhen die Verarbeitungsgeschwindigkeit. Damit können heute Materialien verarbeitet werden, die mit temperaturhärtenden Pulvern nicht beschichtet werden können. An der BFH konnte eine neue Generation an UV-Klarlackpulvern mit großem Erfolg getestet werden. So wurden mit den transparenten Pulverlacken der Firma DuPont bei stark verringerter thermischer Belastung fast alle typischen Holzwerkstoffe erfolgreich beschichtet.
Beschichtungen auf Werkstoffen, die in der Holzindustrie in großer Menge verarbeiteten werden, wie Lagenholz, furnierte Spanplatten und auch Vollholz, zeigten sehr gute Ergebnisse.
Mit diesen Entwicklungen kann der gesamte Markt an Holzwerkstoffen erreicht werden. Insbesondere die Möbelindustrie mit den großen Mengen an transparent zu beschichtenden Furnier- und Vollholzoberflächen kann damit auch auf die Pulverlacktechnologie zurückgreifen. So können branchenübliche furnierte und schmalflächenbeschichtete Werkstoffe auch in Verbindung mit Vollholzleisten beschichtet werden.
Nutzungseigenschaften. Den heute teilweise noch vorhandenen Kostennachteilen der UV-Pulverlacke und den zur Beschichtung notwendigen Anlagen stehen die technologischen Vorteile der Pulverlacke und deren hervorragende Nutzungseigenschaften gegenüber, sodass in näherer Zukunft die guten Erfahrungen der derzeitigen industriellen Anwendungen zu einem großflächigen Einsatz der transparenten Pulverbeschichtungen in der Holzverarbeitung und Möbelfertigung führen könnten.
Die Pulverlacke erfüllen die Anforderungen an Möbeloberflächen sehr gut (Tabelle 2). Insbesondere durch die gute Kratzfestigkeit können weite Einsatzbereiche abgedeckt werden. Ein entscheidendes Kriterium für die Anwender ist die kurze Verarbeitungszeit. Nach der Beschichtung können die Teile sofort weiterverarbeitet oder verpackt und versendet werden. Trocknungszeiten und damit verbundener Energie- und Platzaufwand sowie VOC-Emissionen sind fast vollständig eliminiert.
Dr.-Ing. Klaus Rehm und Dipl.-Ing. (FH), MBA Bernhard Letsch
Die Autoren
- Dr.-Ing. Klaus Rehm ist Dozent für Maschinentechnik an der Berner Fachhochschule Architektur, Holz und Bau
- Dipl.-Ing. (FH), MBA Bernhard Letsch ist Dozent für Verfahrens- und Fertigungstechnik an der Berner Fachhochschule Architektur, Holz und Bau
- Berner Fachhochschule Architektur, Holz und Bau, CH 2500 Biel 6, Tel.: +41 (32344) 0238, Fax: 0391, www.ahb.bfh.ch
- Barbu M., Schmidt T. »Pulverbeschichtung von MDF – Entwicklung einer neuen umweltfreundlichen Technologie«, Holztechnologie 50 (2009)
- Bauch H., Fuchs I. »Powder coating of MDF (Fundamentals)«, International Wood Academy, Hamburg 2006
- Reusser, Fehr, »Rissbildung bei der Pulverbeschichtung von MDF«, Projektarbeit an der Berner Fachhochschule AHB, 2010, BsC Holztechnik
Literaturverzeichnis
Teilen:







 Sind 15 cm ein Muss?
Sind 15 cm ein Muss?










{kind=link}