







Wer sich mit dem Bandsägeband intensiv befasst, stolpert schnell über Zeichen, Zahlen und Begriffe. Es fallen Begriffe wie Warmarbeitsstahl, Schwedenstahl und Uddeholm-Stahl ebenso wie Keil- und Spanwinkel oder die Abkürzung ZpZ. Dabei will man lediglich ein Bandsägeband kaufen.
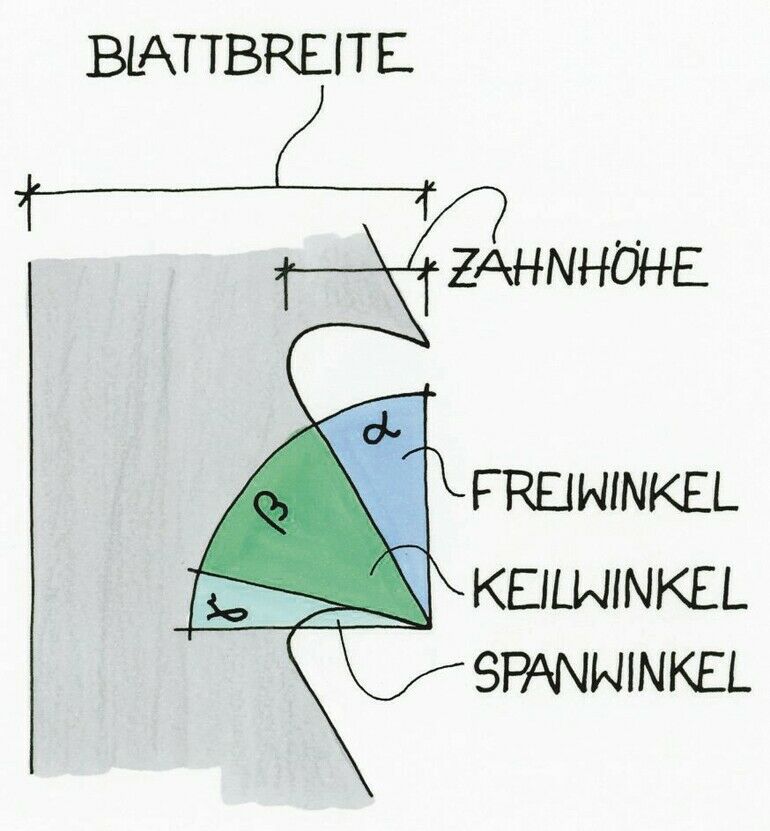
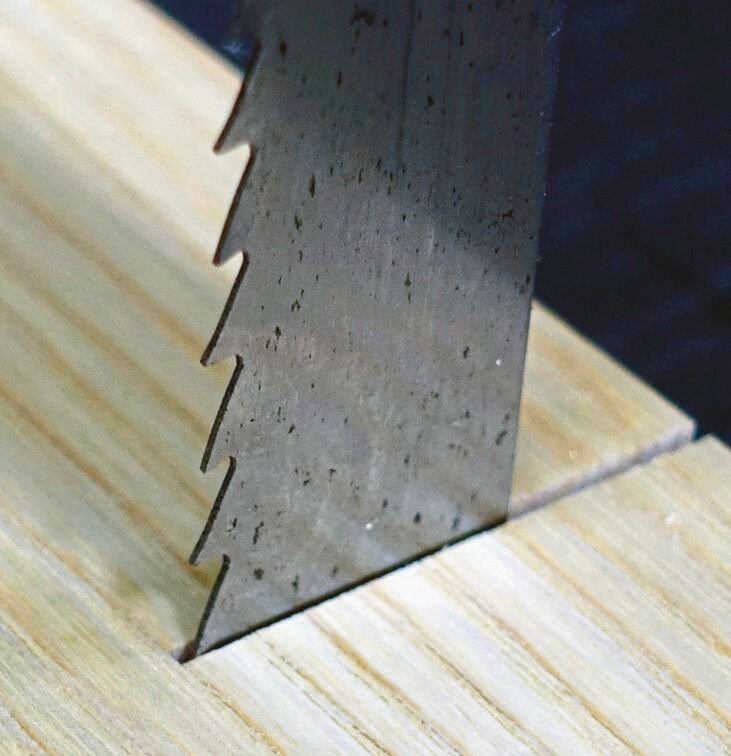
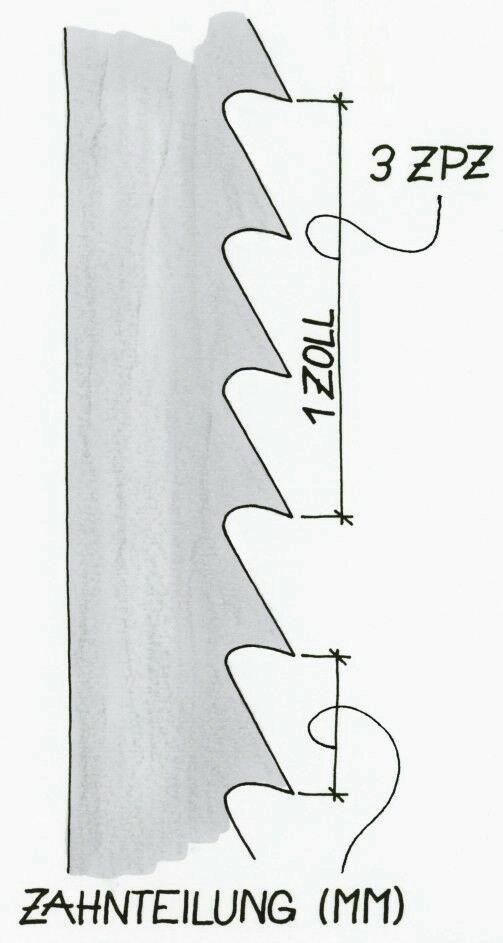
Winkel und Bezeichnungen am Sägeband. Frei-, Keil- und Spanwinkel haben am Bandsägeband die gleichen Bezeichnungen und Bedeutungen wie beim Kreissägeblatt. Denn auch beim Bandsägeband gilt: je größer der Spanwinkel, umso aggressiver ist es. Leicht zu verwechseln ist der Unterschied zwischen Zahnhöhe und Zahnteilung (Bilder 5 und 6). Die Zahnhöhe ist das Maß von der Zahnspitze bis zum Zahngrund.
Maß für Aggression: der Spanwinkel
Die Zahnteilung ist der Abstand von einer Zahnspitze zur nächsten. Sie wird entweder in Millimeter angegeben oder häufig mit der Zahl der Zähne pro Zoll (ZpZ). Wer es genau wissen will, kann von ZpZ in Millimeter umrechnen. Ein Beispiel: 3 ZpZ heißt, dass drei Zähne über einen Abstand von 25,4 mm verteilt sind. 25,4 mm : 3 ≈ 8,5 mm Zahnteilung. Die Begriffe Banddicke und Bandbreite sind selbsterklärend.
Stähle für das Bandsägeband. Die Welt des Stahls ist keine, in der sich die meisten Schreiner weder wohlfühlen noch auskennen. Doch die Auswahl des passenden Bandsägebandes hängt auch vom eingesetzten Stahl ab. Werkzeugstahl mit Legierungsanteilen über 5 % ist nach ISO Spezialstahl (SP) und enthält außer Kohlenstoff (C) zusätzliche Legierungsanteile.
Schweden- oder Werkzeugstahl?
Mit diesen lassen sich die Eigenschaften des Stahls modellieren. Mit Chrom (Cr), Molybdän (Mo), Mangan (Mn) und Vanadium (V) und weiteren Zusätzen werden unter anderem Zugfestigkeit, Härte und Zähigkeit des Spezialstahls dem Bedarf angepasst. Dabei wird der Stahl auch unempfindlicher gegen hohe Temperaturen. Er wird zum Warmarbeitsstahl, der sich bis zu 400 °C ohne Qualitätsverlust erwärmen darf.
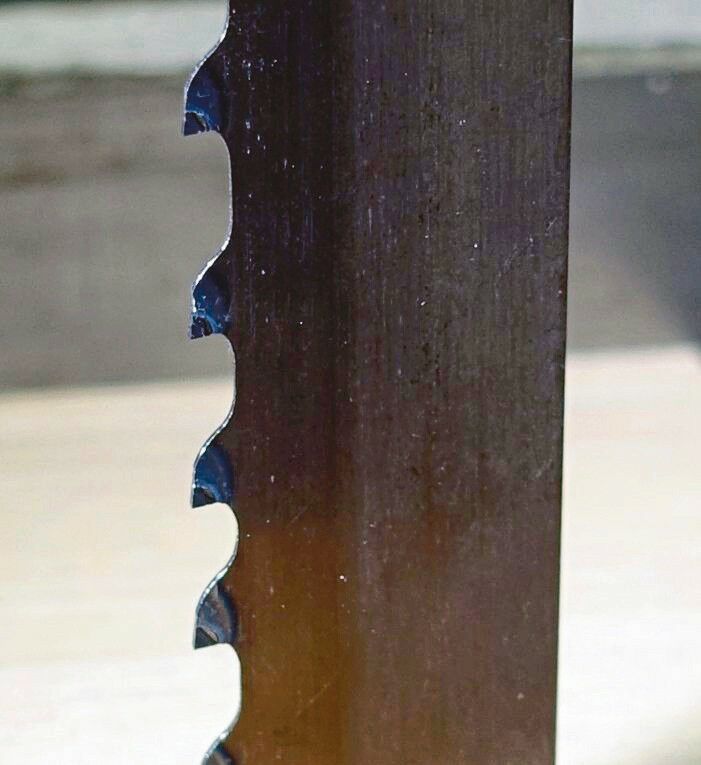
Ein weiterer Vorteil des Spezialstahls: Die Zähne können induktiv gehärtet werden. Es entstehen sehr scharfe Sägebänder mit hohen Standwegen, die sich gut zum Trennen harter Hölzer und Kunststoffe eignen. Viele Bandsägenhersteller setzen auf (auch in Deutschland hergestellt) Schwedenstahl oder Stahl aus dem schwedischen Uddeholm, die noch bessere Eigenschaften als legierter Werkzeugstahl haben sollen (Bild 7).
Bimetall-Bandsägeband. Es besteht aus zwei (= bi) unterschiedlichen Stahlsorten: An den Spezialstahl ist ein Streifen Hochleistungs-Schnellarbeitsstahl (HS) – meist wird noch die alte Bezeichnung HSS verwendet – angeschweißt. Dieser ist etwa so breit wie die Zahnhöhe.
So bleibt noch ausreichend Material für mehrere Schärfgänge. Die extrem scharfen und dauerhaften HS-Zähne sind nicht nur für harte Hölzer und hohen Durchsatz gut geeignet, sondern zerspanen auch GFK, CFK, Aramidwaben und Sandwichwerkstoffe mit Waben oder Hartschaum. Bimetall-Bandsägebänder sind etwa doppelt so teuer, wie Sägebänder mit induktiv gehärteten Zähnen.
Oder aufgelötete HW-Zähne?
Doch die Anschaffung kann sich lohnen, da das Bandsägeband für den filigranen aber auch für den rustikalen Einsatz ausgelegt ist. Wer die Bandsäge auch oder ausschließlich für den Brennerholzschnitt einsetzt, wird sie schätzen lernen. Gerät ein Nagel, zum Beispiel beim Zersägen einer Palette, in die Schnittebene, wird er durchtrennt ohne dass die Säge echten Schaden nimmt. Eine Säge aus Spezialstahl verzeiht derartige Kollisionen nicht: Sie stumpft erheblich und muss im Normalfall gewechselt werden (Bild 8).
Verbundsägebänder. Hartmetallbestückte Bandsägebänder sind in der Anschaffung zwar teuer, können jedoch große Vorteile bringen. Verglichen mit der Schnittfugenbreite eines Kreissägeblattes (3 mm) arbeiten sie mit einer reduzierten Schnittfuge. Sie ist bei einem 20 mm breiten Sägeband lediglich etwa 1 mm breit.
HW für besonders saubere Schnitte
HW-Verbundsägebänder sind für Längs- und Querschnitte in harten und sehr harten Hölzern geeignet und auch für Schnitte in Plattenwerkstoffen (MDF, Spanplatten, Furnierplatten). Ihre Stärken spielen sie beim Auftrennen aus: Es entstehen sehr saubere und maßhaltige Schnittflächen bei geringem Materialverlust. Daher sind sie besonders für das Trennen edler Hölzer geeignet.
Bandmesser. Neben Holz und Holzwerkstoffen werden in der Schreinerei zunehmend Materialien verarbeitet, die sich auch sehr gut mit der Bandsäge trennen lassen: Dämmstoffe, feste Textilien wie Filz, Hart- und Weichschäume. Um sie zu trennen, sind spezielle Bandsägebänder, sogenannte Bandmesser aus SP entwickelt worden. Sie trennen diese Materialien nahezu spanlos. Bandmesser haben einen beidseitig angefasten Wellenschliff, der entweder konkav oder konvex ausgeführt und der Schneide am Brotmesser sehr ähnlich ist (Bild 10). Mit einer kleinen Eselsbrücke lassen sich die beiden Begriffe sicher auseinanderhalten: »Konvex ist der Buckel von der Hex«. Für die genannten Materialien werden konvexe Schneiden eingesetzt, da sie sich in faserigen Materialien nicht verfangen und somit sehr geringen Schnittdruck in Richtung Maschinentisch ausüben. Konkave Schneiden spielen, außer zum Beispiel zum Trennen von Kartonagen, für den Schreiner kaum eine Rolle. Es sei denn, er schneidet auch Gemüse, Salat, Toastbrot und Ähnliches mit seiner Bandsäge (Bild 10).
Negative Spanwinkel für Schäume
Zu der Gruppe der Bandmesser gehören auch solche mit Schneidenausführungen als Dachzahn und doppelter, seitlicher Fase. Die gehärteten Zahnspitzen bilden mit ihren 60°-Schenkeln gleichseitige Dreiecke, deren Schneiden mit einem großen negativen Spanwinkel arbeiten. Besonders geeignet sind sie zum Trennen von Weichschäumen (Styropor), Hartschäumen, Kartonagen und Mineralwolle. Mit ihrer kleinen Zahnteilung (2 bis 3 mm) können Sie in den genannten Materialien ausrissfreie Schnitte erzeugen.
Die Qual der Wahl. Die Bandsägenhersteller sind kreativ und bieten eine Fülle unterschiedlicher Zahnformen an. Da ist es oft schwer, ohne fachliche Beratung die passende Wahl zu treffen. Viele Kriterien fließen in die Entscheidung ein: Welches Material soll gesägt werden? Wie dick ist das Material und soll es längs und quer getrennt werden? Wird ein präziser Schnitt benötigt oder reicht eine geringe Schnittqualität wie beim Brennholzsägen? Hier ein paar Hinweise, die bei der Auswahl hilfreich sein können. Grundsätzlich gilt: Für weiches Holz soll die Säge wenige und für hartes Holz viele Zähne haben. Was nun viel und wenig bedeutet, lässt sich mit einer weiteren Faustregel zur Zahnteilung eingrenzen. Es sollen grundsätzlich drei bis fünf Zähne im zu sägenden Material arbeiten. Für eine 40 mm dicke Fichtenbohle, die längs getrennt werden soll, ergeben sich beim Einsatz von drei Zähnen etwa 13 mm (2 ZpZ) oder für fünf Zähne 8 mm (3 ZpZ) Zahnteilung.
Weiches Holz, große Zahnlücken
Damit die langen Fasern und großen Späne aus der Schnittfuge des weichen Holzes transportiert werden, sollte man die großen Spanlücken der geringeren Zahnteilung nutzen. Wählt man als Zahnform einen Lückenzahn, der eine langgezogene Spanlücke hat, kann das Ergebnis noch besser werden. Reicht das noch nicht aus, bietet sich eine Ausführung mit Räumzähnen an. Nach einem rechts und einem links geschränkten Zahn folgt ein nicht geschränkter Zahn. Das ist der Räumzahn.
Zum Zerspanen des harten Holzes strebt man eher die höhere Zähnezahl an, die auch keine Lückenzähne oder Räumschneiden erfordern. Sie transportieren zuverlässig die feinen Späne aus der Schnittfuge.
Wer formverleimte Sperrholzteile oder Wabenplatten mit der Bandsäge formatiert, merkt schnell, dass die Sägezähne das Material in Schwingung versetzen. Unsaubere Fugen und starke Ausrisse sind die Folgen. Ein Sägebband mit variabler Zahnteilung kann hier für ein besseres Sägeergebnis sorgen. Bei dieser Ausführung reihen sich Zahngruppen, die Sägezähne in unterschiedlichen Größen enthalten, aneinander. Der immergleiche „Schlagrhythmus“ wird unterbrochen und reduziert die Schwingungen im Material (Bild 9).
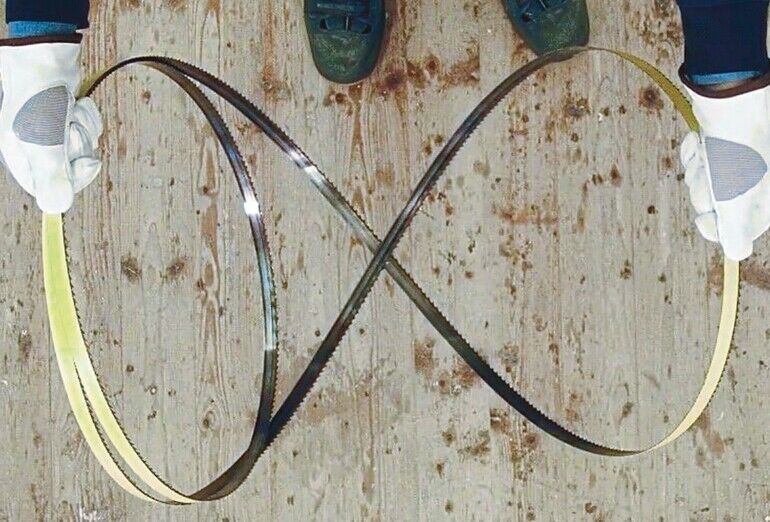
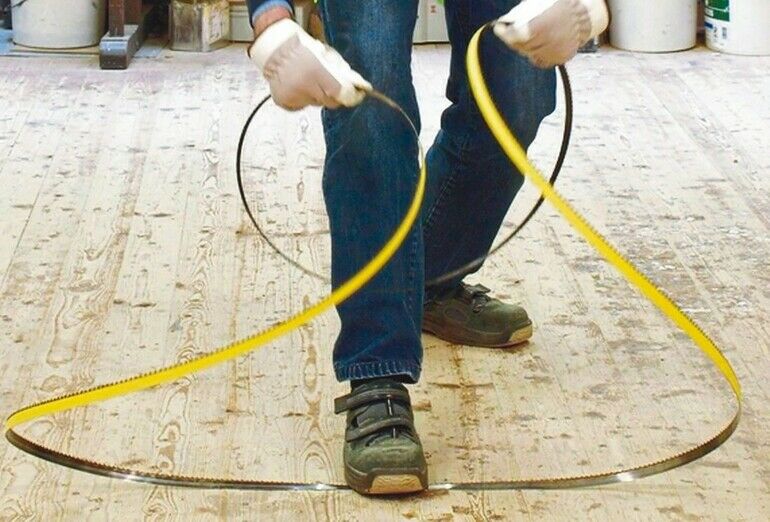
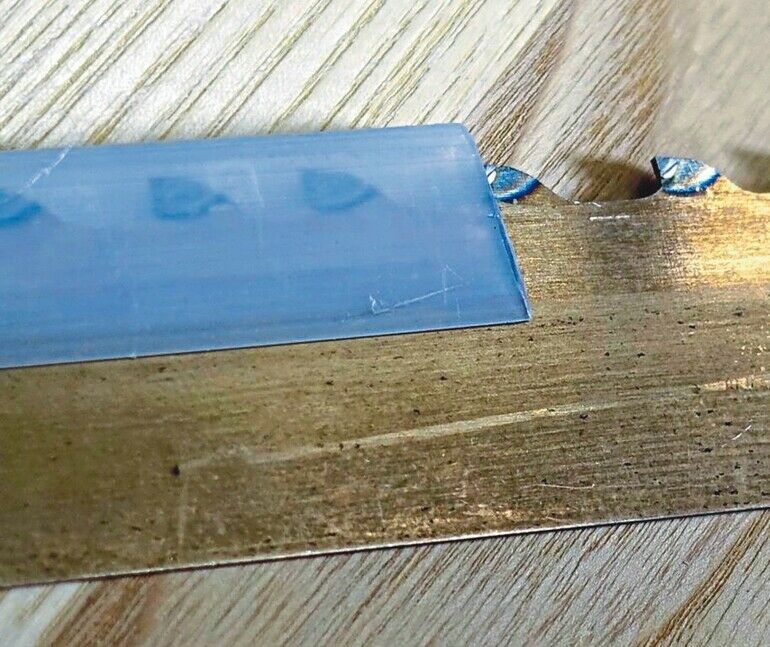
Sägebandwechsel. Ist die Bandsäge häufig im Gebrauch, müssen auch die Bandsägebänder häufig gewechselt werden. Zwar kann man die langen Bänder in ihrer Originallänge aufhängen, doch werden sie dann meist nicht staubgeschützt in einem Schrank untergebracht. Besser ist es, die Sägebänder ineinanderzurollen und sie platzsparend und vor Staub geschützt aufzuhängen. Die besonders empfindlichen Zähne der hartmetallbestückten Sägebänder sollten vorher noch mit einer U-förmigen Schutzschiene bedeckt werden. So wird zusätzlicher Verschleiß durch Materialausbrüche verhindert (Bild 11).
Doch wie werden die widerspenstigen Sägebänder gebändigt, ohne sie zu beschädigen und ohne sich dabei zu verletzen? Die gleiche Frage stellt sich beim Entrollen der zusammengelegten Sägen. Hier ist die Gefahr besonders groß, dass ein Teil des Sägebandes plötzlich vorschnellt und zu Verletzungen führt. Das Auseinander- und Zusammenlegen nachvollziehbar schriftlich festzuhalten ist schwierig. Die Darstellung in einem Video ist die bessere Lösung. Scannen Sie den QR-Code und lernen Sie eine Methode kennen, mit der Sie zusammengerollte Sägebänder elegant und sicher auseinanderlegen können. Und drei Varianten die zeigen, wie Sie Sägebänder zu einer Rolle zusammenzulegen.
Effizienter mit dem richtigen Band
Die Leistungsfähigkeit und Flexibilität der Bandsäge werden häufig unterschätzt. Sie kann mit etwas Aufmerksamkeit und der richtigen Werkzeugwahl hervorragende Ergebnisse liefern.
Willi Brokbals war Lehrer an der Meisterschule Ebern. Er berichtet in dds immer wieder über Maschinen. Trotz der Überlegenheit der CNC
für viele Aufgaben sieht er immer noch die Daseinsberechtigung der Standardmaschinen.
Bänderbändiger QR-Code Aufkleber
Wir haben Aufkleber gestaltet, die Sie sich an die Bandsäge kleben können. Der QR-Code auf dem Aufkleber stellt einen direkten Link zu unserem Erklärvideo zum Thema Bandsägeblätter zusammenlegen her. Das ist »Wissen on Demand« – dort und dann, wenn Sie es brauchen! Einfach schnell mit dem Handy scannen uns Bandsägeblatt unkompliziert wechseln. Den Aufkleber gibt es auf der Holz-Handwerk vom 19. bis 22. März 2024 in Halle 12, Stand 814. Gratis – und nur so lange der Vorrat reicht.
 Holen Sie sich den Aufkleber auf der Messe
Holen Sie sich den Aufkleber auf der Messe




 Im Einklang mit der Natur
Im Einklang mit der Natur














{kind=link}