



 Der direkte Weg
Der direkte Weg
Wann ist im Fertigungsprozess der optimale Zeitpunkt zum Bohren und Fräsen? Jan Holtkamp hat die Fertigung und die Organisation des Holtkamp-Möbelwerks auf das Bohren nach dem Lackieren umgestellt. Damit erübrigt sich ein riesiges Rohteilelager.
Anzeige
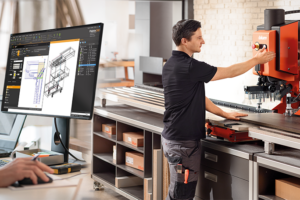
Viele Schreinereien und Tischlereien möchten den Weg in die durchgängige Fertigung gehen, stehen dabei jedoch vor Hindernissen wie knappem Budget...
Von den ersten fünfhundert Metern Rollenbahn hat sich der Möbelhersteller Holtkamp in
Teilen:

















{kind=link}
{kind=link}
{kind=link}
{kind=link}