













Die Überzeugung, dass sich Treppenwangen nur mit CNC-Technik wirtschaftlich fräsen lassen, setzt sich immer mehr durch. Dass es auch anders effektiv und präzise geht, demonstriert Willi Brokbals von der Meisterschule Ebern. Er testete für dds eine Oberfräse mit Treppenschablone von Mafell.
Der Paketdienst brachte den Karton, 350 x 350 x 200 mm groß und 7,8 kg schwer. Darin liegt, gut verpackt, die »Mafell LO 65 E« mit dem Standard-Zubehör: Parallelanschlag, Kopierring [ 30 mm, Spannzange [ 8 mm, Adapter für Fräser M12 x 1, Absaughaube, Bedienwerkzeug, Betriebsanleitung und Sicherheitshinweise. Alles ist wohlbehalten angekommen. Wer mehr will, muss mehr bestellen – dazu zählt auch der mittlerweile bei vielen Handmaschinenherstellern übliche Systainer.
Die Betriebsanleitung. Das Kennenlernen der Maschine beginnt mit dem Lesen der Betriebsanleitung. Obwohl diese in sechs Sprachen abgedruckt ist, findet man sich im übersichtlich strukturierten A-5-Heft leicht zurecht. Die Anleitung ist nur neun Seiten kurz und verständlich formuliert; die ausklappbare Übersichtszeichnung dient als praktische Orientierungshilfe.
Aufbau der Maschine. Der Maschinentisch ist aus hellgrau lackiertem Aluminiumdruckguss und hat auf der Unterseite eine glatte, 1,5 mm dicke HPL-Gleitfläche. Er hält auf der Oberseite die beiden Führungssäulen in zwei soliden Buchsen und den obligatorischen Revolveranschlag mit drei in der Höhe einstellbaren Schrauben.
Flink und stark
Auf den Führungssäulen gleitet der vom roten Kunststoffgehäuse geschützte Motor mit der Tiefen-Verstelleinheit, die ebenfalls aus Aluminiumdruckguss besteht. Der untere Teil des Motors mit seinen dicken Metallrippen erinnert an ein kräftiges Gebläse und suggeriert Stärke. Diesen Eindruck unterstreichen die Leistungswerte: 8000 bis 20 000 min-1, 2200 W, 5,5 kg schwer.
Fräser einbauen. Schnell wird klar, wo die Bedienseite ist: dort wo Maßskala, Tiefenbegrenzer, Ein-Aus-Schalter und eine Grafik zum Ermitteln der Drehzahl sind. An den gut proportionierten Griffen angefasst, fällt spontan eine störende, scharfe Kante auf der Griffrückseite auf, die man unwillkürlich mit den Fingern berührt.
Bevor der Fräser eingebaut wird, sollte die Absaughaube montiert werden, da dies nach dem Einbau langer Fräser nicht mehr möglich ist. Der Fräserschaft wird in die Spannzange geschoben und die Reduziermutter mit den Fingern, so weit es geht, festgeschraubt. Um den Fräser sicher zu spannen, wird die Welle durch leichten Druck auf den Arretierknopf gehalten, der jeweils nach einer Viertel Spindeldrehung leicht einrastet, und die Überwurfmutter mit dem mitgelieferten 22er Maulschlüssel angezogen. Der für robuste Schreinerdaumen etwas zu kleine Arretierknopf muss während des Spannvorgangs betätigt bleiben.
Frästiefe einstellen. Durch Drehen des rechten Griffes wird der Motor auf den Führungssäulen verstellbar (64 mm) oder geklemmt. Der Fräser wird bis auf die Werkstückoberfläche abgesenkt und der Motor festgesetzt. Die gewünschte Frästiefe lässt sich mit dem Tiefensteller und dem darauf nach Skala verschiebbaren Zeiger einfach einstellen. Soll die gesamte Frästiefe in mehrere Zustellschritte eingeteilt werden, steht der Dreifach-Revolveranschlag zur Verfügung. Feinfühliges Korrigieren der Frästiefe ist mit einer Einstellmutter am Ende des Tiefenstellers möglich: Eine Umdrehung entspricht einem Millimeter. Jedoch fehlt eine gute Ablesemöglichkeit der vorhandenen Zehntel-Millimeter-Einteilung. Über der rechten Führungssäule lässt sich der Rückhubweg mit Hilfe einer Rändelschraube einstellen. Eine einfache und überzeugende Lösung! Mafell empfiehlt, den Hub auf 10 mm zu begrenzen – so kann die Maschine feinfühliger genutzt werden, und der Fräser ist schneller wieder am Einsatzort.
Elektrik und Elektronik. Die Maschine wird über ein etwa vier Meter langes, sehr flexibles Kabel mit Storm versorgt. Für das Rüsten ist, wie bei allen Handmaschinen, die Maschine vom Stromnetz zu trennen. Dieser Hinweis der Bedienanleitung und der, die Maschine beim Einschalten mit beiden Händen festzuhalten, sind ernst zu nehmen: Hält man die temperamentvolle Maschine beim Einschalten nicht fest, dreht sie sich trotz Sanftanlauf einmal um die eigene Achse, was schwerwiegende Folgen haben kann.
Der Ein-Aus-Wippschalter ist von zwei Kunststoffleisten so geschützt, dass sich die Maschine beim Umfallen nicht versehentlich selbst einschaltet: eine sinnvolle Einrichtung, die das Einschalten jedoch erschwert, da der Schalter vom Daumen der linken Hand schlecht erreichbar ist, wenn diese den Haltegriff umfasst. Das Ausschalten der Handmaschine ist etwas einfacher, weil in diesem Bereich die Leisten für den Daumen ausgespart sind.
Im Einsatz bewährt
Wer sich vor dem Einschalten noch Gedanken zur Wahl der richtigen Drehzahl macht, kann mit der am Motorgehäuse angebrachten und leicht verständlichen Grafik schnell Richtwerte für weiches und hartes Holz in Abhängigkeit vom Fräserdurchmesser ermitteln. Ein Stellrad oberhalb der Grafik ermöglicht schnelles, stufenloses Einstellen und Ablesen der gewählten Drehzahl.
Läuft die Maschine, tut sie dies ohne störende Vibrationen, doch mit satten 90 bis 95 dB(A) im Leerlauf. Diese Werte wurden mit einem Schallpegel-Messgerät der Klasse II in etwa 500 mm Abstand vom drehenden Werkzeug gemessen und decken sich mit den Angaben des Herstellers.
Im Einsatz wurde die Mafell LO 65 E den Erwartungen gerecht: Tat sich die Maschine beim Konturfräsen eines 20 mm dicken Ahornbrettes mit einem HW-Verbundwerkzeug mit 24 mm Durchmesser in einem Arbeitsgang noch etwas schwer, war das Ergebnis beim Aufteilen der Werkstückdicke in zwei Fräsgängen mit jeweils 10 mm Frästiefe hervorragend. Allerdings erhöhten wir dabei auch die von der Grafik vorgeschlagene Drehzahl von 10 000 auf 20 000 min–1 um so die Schnittgeschwindigkeit von etwa 12,5 m/s auf 25 m/s zu steigern.
Beim Fräsen der geschwungenen Form arbeiteten wir mit der flexiblen Konturführung »Kurvenlinfix« der Firma ProTus, an welcher der mitgelieferte Kopierring geführt wurde. Da das Werkzeug mit 24 mm Durchmesser die Öffnung des Kopierringes stark verkleinerte, war das Absaugergebnis, wie bei derartigen Arbeiten üblich, schlecht. Hervorragend wurden Staub und Späne beim Arbeiten ohne Kopierring, z. B. beim Fräsen einer 10 mm breiten Nut, abgesaugt.
Zubehör. Außer dem mitgelieferten Zubehör (s. o.) bietet Mafell für die LO 65 E einen Adapter für Fräser mit 10 mm Innengewinde, Kopierringe mit 27 und 40 mm Durchmesser, einen Untergreif-Anschlag, mit dessen Hilfe es möglich ist, beliebig geformte Werkstückkanten kopierend zu bearbeiten, und eine Führungsschiene. Letztere hat einen Adapter, der die Maschine sicher auf der Führungsschiene hält.
Für normale Nutaufgaben reicht in den meisten Fällen der in der Grundausstattung gelieferte Parallelanschlag, der mit einer einfachen Zusatzeinrichtung mit einer Rändelschraube fein einstellbar wird. Für besondere Fräsaufgaben hat dieser Anschlag an der Führungsseite zwei Kunststoff-Gleitschienen, die sich auseinander ziehen lassen. So ist der Fräser nach dem Prinzip des Anschlags der Tischfräse zum Fälzen und Profilieren einzusetzen.
Eine hilfreiche Einrichtung ist die Vertiefung auf der Unterseite des Frästisches, die es in Verbindung mit dem Parallelanschlag ermöglicht, bis zu 6 mm überstehende Anleimer bündig zu fräsen. Als Besonderheit hat Mafell ein Treppenwangen-Fräsgerät im Programm, das wir genauer getestet haben.
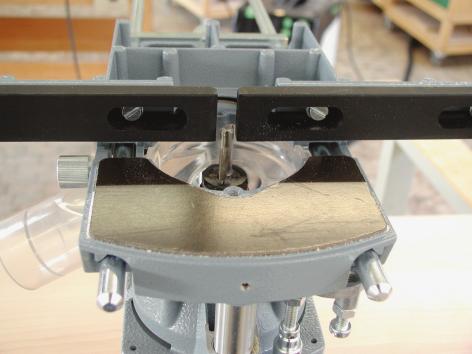
Treppenwangen-Fräsgerät. Eine beinahe narrensichere Möglichkeit, Nuten bzw. Taschen bis 640 x 60 mm zu fräsen, bietet das Treppenwangen-Fräsgerät. Aufbauend auf dem bewährten System der Führungsschiene, wird es mit einer lediglich auf den ersten Blick kompliziert erscheinenden Zusatzeinrichtung zum einfach einstellbaren Präzisionsinstrument. Eine kurze Bedienanleitung erleichtert das erste Einstellen, doch schon beim zweiten Einsatz wird diese Hilfe nicht mehr benötigt, da sich die Vorrichtung weitgehend selbst erklärt.
Nach dem Aufreißen der Nuten werden Absaughaube und Fräser gerüstet und die Maschine mit zwei Inbusschrauben fest mit der Haltevorrichtung verbunden, die die Funktion eines Laufwagens hat. Die Aussparung in der Führungsschiene wird etwa 5 mm neben dem oberen Riss positioniert und die Schiene mit den beiden Spezialzwingen an das Werkstück geklemmt.
Jetzt lässt sich der Laufwagen einfach in die Schiene einhängen. Wir waren erstaunt, wie leicht der Laufwagen praktisch spielfrei auf der Führungsschiene zu verschieben ist. Sollte Spiel auftreten, lässt es sich mit einem Inbusschlüssel korrigieren. Ist die Nuttiefe eingestellt, wird der Fräser auf das Werkstück abgesenkt, am jeweiligen Nutende auf halben Riss gestellt und mit zwei Stoppelementen der Schiebeweg begrenzt.
Größe der Nut gespeichert
Mit Hilfe eines großen Griffes wird über Zahnrad und Zahnstange die Fräsbreite, ebenfalls nach Riss, eingestellt und auch hier mit zwei Anschlägen, die von Flügelschrauben geklemmt werden, in der Position gesichert.
Die Nutgröße ist damit gespeichert und an verschiedenen Stellen – nicht nur bei Treppenwangen – wieder abrufbar. Das Fräsen ist denkbar einfach: Hier wirkten sich die Durchzugkraft und der vibrationsarme Lauf der Maschine angenehm aus. Wir frästen Nuten 300 x 40 x 20 mm mit einem HW-Verbundfräser, [ 24 mm, und einer Drehzahl von 20 000 min–1 in zwei Schritten auf volle Tiefe. Das Fräsergebnis war in allen Fällen sehr gut.
Rüstzeit. Für das Anschrauben der Maschine an den Laufwagen, das Einhängen des Laufwagens in die Führungsschiene und das Ausrichten und abschließende Klemmen der Schiene mit den kleinen Spezialzwingen am Werkstück benötigten wir etwa zwei Minuten. Das Einstellen der Frästiefe, Nutlänge und Nutbreite dauerte genauso lange. Nach vier Minuten – und diese Zeit lässt sich sicherlich durch mehr Routine unterbieten – ist die gesamte Einheit fertig zum Nuten. Um weitere Nuten gleicher Größe zu fräsen, werden lediglich die Zwingen gelöst, das Treppenwangen-Fräsgerät samt Oberfräse versetzt und wieder geklemmt.
Fazit
Die Handoberfräse LO 65 E von Mafell ist ein solides, sehr leistungsfähiges Multitalent. Sie ist gut geeignet für feine Arbeiten und besonders gut für großes Zerspanungsvolumen, für die der durchzugstarke Motor geschaffen ist. Gerade in Verbindung mit dem Zubehör wird sie sicherlich schnell zur Standard-Oberfräse im Betrieb, der man die erwähnten kleinen Unzulänglichkeiten nachsieht. Willi Brokbals
Teilen:

 Einbruchhemmende Türen aus Holz
Einbruchhemmende Türen aus Holz
















{kind=link}