












Der Fenster- und Wintergartenhersteller Johannes Mossmann hat sich von seiner Winkelanlage getrennt und in zwei neue Maschinen investiert. Dieser Schritt brachte dem Betrieb weitaus mehr als nur neue Technik.
Johannes Mossmann war mit der fertigungstechnischen Situation in seinem Fenster- und Wintergartenbetrieb im badischen Offenburg nicht mehr zufrieden. In einem ersten Schritt tauschte er vor zwei Jahren seine Winkelanlage gegen ein Bearbeitungszentrum. Der Erfolg dieser Investition ermunterte ihn, bereits ein Jahr danach den alten Vierseiter abzustoßen und einen modernen Kehlautomaten zu kaufen. Der Zimmerer- und Schreinermeister beschäftigt zehn Mitarbeiter und fertigt zurzeit zehn bis 15 Fensterelemente pro Tag und etwa drei bis vier Wintergärten im Jahr. Die alte Winkelanlage stieß an ihre Grenzen. Der Wechsel zwischen dem Holzfensterprofilsystem und der Holz-Alu-Alternative war jedes Mal mit dem aufwendigen Austausch der Werkzeugsätze verbunden. Auch für die Wartung und den Messerwechsel musste er immer wieder die kompletten Werkzeugtürme ausbauen. Vor allem aber beschränkte die Winkelanlage die Profilhöhe auf 68 mm und die Werkstücklängen auf 3 m. Gerade im Wintergartenbau sind mächtige Querschnitte und sehr lange Elemente gefragt. Johannes Mossmann konnte solche Teile in seinem Betrieb nur konventionell herstellen. Für die im Wintergartenbau üblichen Pfosten-Riegelkonstruktionen hobelte er das Material auf einem Vierseiter. Die Fälze und sonstige Längsprofilierungen sowie die Kappschnitte und die Konterprofilierung der Köpfe führte er auf ganz normalen Tischlereimaschinen aus. Den Abbund der Sparren führte er traditionell zimmermannmäßig mit Handmaschinen aus. Die Fensterelemente unterlagen der Längenbegrenzung und waren ggf. in der Länge aus mehreren Teilen zusammenzusetzen.
Mehrere Bearbeitungsstationen
Die Winkelanlage erzeugte keine komplett bearbeiteten Rahmenhölzer. Beschlagsbohrungen und Fräsungen sowie Dübellöcher für Sprossen und ähnliches brachte das Mossmann-Team mit kleinen Stationärmaschinen in separaten Arbeitsgängen an. Unzufrieden war Johannes Mossmann auch mit der Oberflächengüte nach dem Hobeln und Fräsen. Seine Mitarbeiter mussten alle Sichtflächen mit der Breitbandmaschine und die Profile von Hand schleifen.
Das Bearbeitungszentrums »BOF 211« von Homag löste die meisten Probleme auf einen Schlag. Diese Maschine führt nach dem Aushobeln der Kanteln sämtliche Längs- und Querprofilierungen an den Fensterhölzern aus, bohrt alle Dübel ein, und führt sämtliche Beschlagsfräsungen und Bohrungen aus. Statt Schlitz und Zapfen halten jetzt Dübel die stirnseitig mit Konterprofil versehenen Rahmenhölzer zusammen.
Im Magazin des BOF 211 befinden sich 30 Werkzeuge aus dem Hause Leitz, die mit geschicktem Profilsplitting alle von Mossmann verwendeten Holzfenster- und Holz-Alu-Fensterprofile abdecken. Die Werkzeuge haben einen vergleichsweise geringen Durchmesser und drehen mit 12 000 min-1. Ein feiner Nachfräsgang erübrigt das bisher sehr aufwendige manuelle Profilschleifen. Die Messerschläge sind nicht wahrnehmbar.
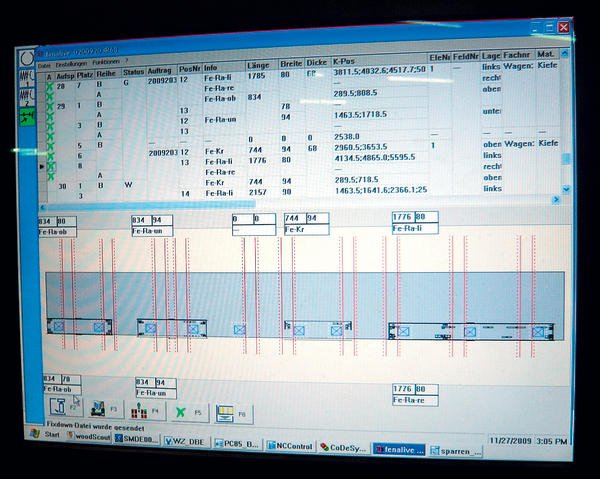
Greiferzangen halten die Rahmenhölzer während der Bearbeitung fest. Sind die Teile an der ersten Längsseite und stirnseitig profiliert und mit allen Fräsungen und Bohrungen versehen, muss der Maschinenführer sie manuell umspannen, damit die zweiten Längskanten für den Fräser zugänglich sind. Johannes Mossmann liebäugelt inzwischen mit einer Umspannautomatik. Während die Maschine ihr Programm abarbeitet steht kein Mitarbeiter daneben und schaut zu. Jeder geht seinen weiteren Aufgaben nach. Neben Johannes Mossmann gibt es drei Personen, die die Maschine bedienen. Etwa alle zehn bis 20 Minuten muss einer von ihnen dafür sorgen, dass der Betrieb weiterläuft. Mit einer Umspannautomatik ließen sich diese Intervalle verlängern. Die »WoodWop«-Steuereung ist mit der Fensterbausoftware Adulo verknüpft, optimiert die Tischbelegungspläne und zeigt am Bedienpaneel an, welche Teile als nächstes wo aufzulegen sind. Das entsprechend vorkonfektionierte Material liegt vor der Maschine in einem Kommissionierwagen bereit.
Eingefräste Nummern
Die Nachbearbeitung an den kleinen Bohr- und Frässtationen entfällt. Für die weiteren Fertigungsschritte nach dem Imprägnieren, wie das Verleimen an der Rahmenpresse, informiert ein vom BAZ in den Glasfalz oder in die Blendrahmenaußenfläche eingefräster Nummerncode. Die Adulo-Software vergibt die Nummern und reicht sie an WoodWop weiter. »Der eingefräste Nummerncode liefert uns alle wichtigen Informationen wie die Auftragskommission oder die Stücklistenposition. Der Code vermeidet Missverständnisse, Fehler und unnötigen Sortieraufwand. Der damit verbundene Softwareaufpreis in Höhe von immerhin 10 000 Euro hat mich zwar zunächst erschreckt, aber rückblickend hat sich diese Ausgabe gelohnt.«, sagt Johannes Mossmann.
Die Maschine fügt sich nicht nur organisatorisch gut in den Betrieb ein, sie überwindet mit ihrer Bearbeitungshöhe von 120 mm und 6 m Tischlänge die lästigen Dimensionsgrenzen, zumal sich noch längere Teile in mehreren Längsetappen fertigen lassen. Damit kann die Maschine neben den Fenstern auch die Pfosten-Riegel-Konstruktionen aus ebenfalls gehobelten Rohlingen komplett fertigen. Zum Abbinden der Sparren, programmierte Johannes Mossman ein WoodWop-Makro, das alle notwendigen Parameter abfragt. Mit etwa zehn bis 15 Angaben, wie Sparrenhöhe und -dicke, Dachneigung usw. ist dieses komplizierte Bauteil im Nu konstruiert. Das BOF 211 ist eine 4,5-Achs-Maschine und kann mithilfe des »Flex5«-Aggregates, das Werkzeug vor dem Arbeitseinsatz beispielsweise für Schifterschnitte in alle Richtungen schwenken. Dieses Aggregat macht das BAZ zum Abbundzentrum. »Wir sparen damit nicht nur viel Zeit, sondern arbeiten auch noch viel präziser, was die Montage vor Ort erheblich vereinfacht«, sagt Johannes Mossmann. Der CNC-Abbund bringt auch Konstruktionsvorteile. Für die Pfosten-Riegelkonstruktionen bedient sich Mossmann je nach baulicher Situation verschiedener Verbindungstechniken. Gerne arbeitet er mit den Verbindern von Knapp oder mit der »Hoffmann-Schwalbe«. Mit dem BAZ will er jetzt eine an das Holz angefräste Schwalbe einführen. Das spart Materialkosten. Außerdem gibt es dann weniger Teile, die zu bestellen, zu verwalten, zu lagern und zu kommissionieren sind.
Leistung genau abgestimmt
Mit einer Leistungsfähigkeit von etwa 24 Fenstern pro Schicht bietet das Bearbeitungszentrum in der aktuellen Ausführung eine angemessene Wachstumsreserve, die sich bei Bedarf durch weitere Aufspannstationen vergrößern lässt. Eine weitere Reserve wäre eine Umspannautomatik, die sich jedoch nur mit einer Ersatzinvestition realisieren ließe. Die aktuelle Homag-Lösung für das automatische Umspannen der Kanteln gab es vor drei Jahren, als die Investitionsentscheidung gefallen ist, noch nicht. Das Investitionsvolumen für das BAZ, die Werkzeuge und die Schnittstellenprogrammierung lag bei 400 000 Euro.
Begeistert von der Oberflächenqualität der auf dem BAZ gefertigten Profile trennte sich Johannes Mossmann von seinem alten Vierseiter und investierte noch einmal 200 000 Euro in den Kehlautomaten »Superset NT« von SCM einschließlich 40 Werkzeugköpfen, ebenfalls aus dem Hause Leitz. Der Kehlautomat arbeitet wie auch das BAZ mit kleinen Werkzeugdurchmessern und hohen Drehzahlen. Die hochpräzisen Werkzeuge mit HSK-Schnittstelle sorgen für ein hervorragendes Hobelbild ohne sichtbare Messerschläge, sodass das Schleifen komplett entfällt. Mit der Pneumatik-Schnellspanneinrichtung und 14 CNC-Achsen ist die Maschine schnell und unkompliziert gerüstet.
Johannes Mossmann: »Mit unseren beiden neuen Maschinen läuft hier jetzt alles glatt!« GM
Service Die Beteiligten
Anwender: Johannes Mossmann, 77654 Offenburg, Tel.: (0781) 9481548, www.mossmann-holzbau.de BAZ: Homag AG
72296 Schopfloch, Tel.: (07443) 13-0, Fax: -2300, www.homag.de Kehlmaschine: SCM Group Deutschland GmbH, 72622 Nürtingen, Tel.: (07022) 9254-0, Fax: -311, www.homag.de
Werkzeuge: Leitz GmbH & Co. KG, 73447 Oberkochen, Tel.: (07364) 950-0, Fax: -662, www.leitz.org
Teilen:

 Einbruchhemmende Türen aus Holz
Einbruchhemmende Türen aus Holz
















{kind=link}