Flexible Exzenterschleifer und effiziente Breitbandschleifmaschinen haben die einst überall gegenwärtige Langbandschleifmaschine vom Markt verdrängt. Im Nullkommanix erzeugt eine Breitband beste Oberflächen. Tischlermeister Stefan Böning stellt die Maschinengattung vor.
Breitbandschleifmaschinen gibt es seit den 1960er-Jahren. Der Gliederdruckbalken gab ihr in den Achtzigern einen kräftigen Auftrieb. Heute findet
Lesen Sie weiter mit ddsPlus.
Registrieren Sie sich und genießen Sie exklusive Vorteile
- + Wöchentlich neue ddsPlus Beiträge
- + Beitragsarchiv mit über 1.500 ddsPlus-Artikeln und praktischer Stichwortsuche
- + Interviews mit Experten, herausragende Meisterstücke und Marktübersichten
- + Innenausbauprojekte im Detail und exklusive Testberichte
- + Alle Hefte als PDF pünktlich zum Erscheinungstermin
- + Persönliche Merkliste – Artikel markieren und später lesen
- + 4 Wochen kostenlos, danach 9,90 Euro pro Monat
- + Monatlich kündbar
4 Wochen für 0 € testen >
Sie sind bereits ddsPlus-Abonnent?
Hier anmelden »
Sie sind bereits dds-Printabonnent? Hier upgraden»




 Effizienz auf voller Breite
Effizienz auf voller Breite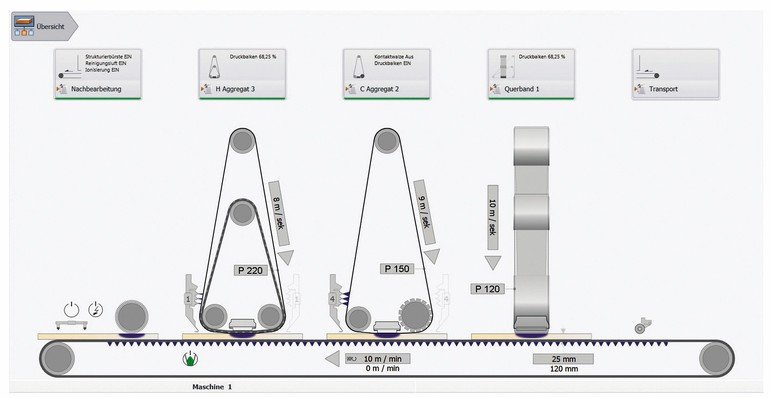


















{kind=link}
{kind=link}
{kind=link}
{kind=link}