







Breitbandschleifmaschinen in unterschiedlichen Größen sind in vielen Werkstätten zu finden. Sie schleifen in einem Arbeitsgang Leisten, Bretter aber auch großflächige Plattenwerkstoffe und erzeugen ein einheitliches Schleifbild. Sie kalibrieren Materialien, die unterschiedlicher kaum sein könnten. Vom Massivholz über Funiersperrholz und von der Spanplatte bis hin zur Kompaktplatte. Jedes Material hat seine technischen Eigenschaften, wie Dichte, Härte und Struktur und reagiert auf Wärme und Reibung. Auch die Maschinentechnik ist anspruchsvoll und will beherrscht sein.
Parameter wie Drehzahl, Spanabnahme und Vorschub müssen eingestellt und angepasst werden. Wir möchten Ihnen an Hand von einigen Schleiffehlern einige mögliche Ursachen nennen, die das Schleifergebnis negativ beeinflussen.
Eine Grundbedingung für ein einheitliches Schleifbild ist die Sauberkeit. Die Maschine kann intakte Werkstücke fehlerfrei schleifen. Arbeiten Sie Spachtelmasse oder Aststöpsel bündig, bevor Sie die Werkstücke durch die Maschine lassen. Nicht ausgehärteter Leim, Spachtel oder Kleber hinterlassen ihre Spuren auf den Druckwalzen und Transportbändern, die dauerhaft die Schleifergebnisse der Breitbandmaschine beeinträchtigen. Überprüfen Sie die Werkstückunterseiten. Hier reicht schon ein Span oder ein beim Ausbohren durchgedrückter Ast aus, um das Schleifbild negativ zu beeinflussen. Kontrollieren und reinigen Sie regelmäßig die Maschine von innen. Selbst der kleinste Rest eines gerissenen Schleifbandes, Staub und Späne können das Schleifergebnis negativ beeinflussen.
Kalibrieren Sie Ihre Werkstücke bevor Sie furnieren, lackieren oder belegen. Dies bewahrt Sie vor bösen Überraschungen beim späteren Feinschliff. Entsprechende Maßzugaben verhindern ein Durchschleifen nach dem möglichen Aufquellen des Werkstückes im Schmalflächenbereich während des Furnierens und eine vorab abgesperrte Schmalfläche beim Lackieren.
Prüfen Sie die Werkstücke
Quellstellen oder Blasen in Spanplatten, Leimfehler im Sperrholz und Kernrisse in MDF-Platten verursachen Fehler im Schleifbild, die weder auf eine Fehlbedienung noch auf fehlerhafte Schleifmittel oder Maschinentechnik zurückzuführen sind. Materialeinschlüsse in Werkstoffen, wie eingedrückte Metallteile oder ein Kieselstein, beschädigen das Schleifband punktuell und hinterlassen beim Schleifen Spuren auf der Oberfläche.
Zum Beispiel sind für das Kalibrieren, das Schleifen auf Maß und Form, von 140 mm breiten Fichtenhölzern andere Parameter möglich, wie beim Kalibrieren einer 1000 mm breiten Buchenplatte. Auch die Spanabnahme kann bei den Fichtenhölzern höher als bei der Buchenplatte gewählt werden. Aber allzu oft werden einmal in Schleifrezepten hinterlegte Parameter nicht weiter angepasst oder Werkstoffbezogen verfeinert und man entscheidet beim Bedienen der Maschine nur noch anwendungsbezogen. Ein Programm für das Kalibrieren ist hinterlegt, also wird alles mit diesen Einstellungen kalibriert. Ein weiteres Programm für den Lackschliff wurde hinterlegt. Demzufolge kommt dieses auch beim Lackschliff zum Einsatz. Ganz gleich ob ein weiches Massivholz oder ein harter Schichtstoff lackiert wurde. Dies wird sicher in einigen Fällen funktionieren, jedoch kann die Technik weitaus mehr. Programmgesteuert lässt sich in Schleifrezepten genau hinterlegen, ob plattenförmige großflächige oder kleiner dimensionierte Werkstücke geschliffen werden, ob es sich um ein hartes oder ein weicheres Material handelt. Eine Maschine mit Feinstschliffagregat, das mit einem Segmentdruckbalken ausgerüstet ist, bewältigt zuverlässig die Königsdisziplin, den Lackschliff. Wird dies bei der Anschaffung außer Acht gelassen, so muss man später die Defizite hinnehmen und die anfallende Mehrarbeit von Hand leisten. Tischverlängerungen sind eine große Hilfe, wenn die Werkstückmaße dies erfordern. Werden lange Werkstücke geschliffen, kann es durch die fehlende Auflage zu Schleiffehlern kommen, da die Durchbiegung des Werkstückes zu einer punktuell höheren Spanabnahme führen kann.
Das Transportband der Maschine ist verantwortlich für den Werkstücktransport während des Schleifvorgangs. Verschleiß, eine fehlende Transportbandspannung, Druckstellen und Verschmutzungen bewirken eine verringerte Haftung der Werkstücke. Das Resultat könnte unter anderem ein unregelmäßiger Vorschub mit negativen Folgen für das Schleifbild der Breitbandschleifmaschine sein.
Kleinstteile können während des Schleifens von der Maschine angesaugt werden. Dies kann das Schleifband schädigen oder zerstören. Aber auch Schäden an den Aggregaten sind nicht ausgeschlossen. Sollen Werkstücke mit kleinen Abmaßen geschliffen werden, ist es ratsam dies vor dem Formatieren zu tun. Ist dies jedoch nicht möglich, kann man sie mittels Kontaktkleber auf einer größeren Platte punktuell fixieren und später mit Lösemittel wieder ablösen.
Schulen Sie sich und Ihre Mitarbeiter
Jede Maschine ist nur so gut wie der Mensch, der sie bedient. Das gilt auch für die Breitbandschleifmaschine. Nur geschulte Mitarbeiter können die technischen Möglichkeiten voll ausschöpfen und optimale Ergebnisse erzielen. Auch eine intuitive Bedienung will beherrscht sein. Neuheiten, Weiterentwicklungen, Vorgehensweisen, Arbeitsabläufe und praktische Erfahrungen sind wichtige Bestandteile der täglichen Arbeit und garantieren den erfolgreichen Einsatz der Breitbandschleifmaschine.
Ermöglichen Sie einen regelmäßigen Erfahrungsaustausch zwischen Ihren Mitarbeitern. Eine neue Breitbandschleifmaschine erfordert eine detaillierte Einweisung, und zwar für Sie und Ihre Mitarbeiter. Lassen Sie sich Produktneuheiten und Weiterentwicklungen im Maschinen- und Schleifmittelbereich vorstellen. Nur so kann das vorhandene Fachwissen weitergegeben und ausgebaut werden.
Schleiffehler und ihre Ursachen
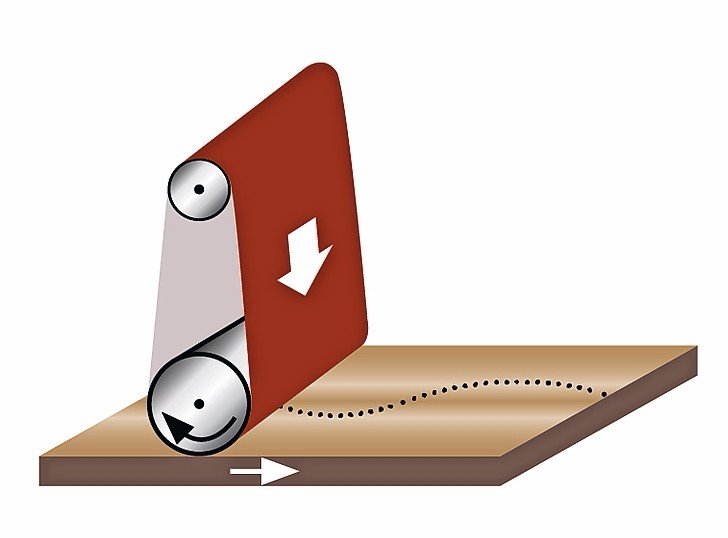
Nadelstreifen. Auf der Oberfläche sind sinusförmige Markierungen zu sehen. Sie gleichen den Spuren eines stumpfen Hobelmessers, nur, dass sie nicht gradlinig in Vorschubrichtung, sondern sinusförmig verlaufen. Sie können unterbrochen sein. Häufig erzeugen diese Spuren bereits benutzte, von Werkstückeinschlüssen beschädigte Schleifbänder. Einschlüsse wie Metall- oder Steinsplitter, die eine weitaus größere Härte haben, bewirken einen punktuell höheren Abrieb auf dem Schleifband. Dieser wiederum bewirkt, dass das Schleifband an diesen Stellen über weniger Spanabnahme verfügt wie der nicht beschädigte Teil des Bandes. Der sinusförmige Verlauf resultiert auf der Oszillation des Schleifbandes. Für eine Premiumoberfläche ist ein neues Band erforderlich.
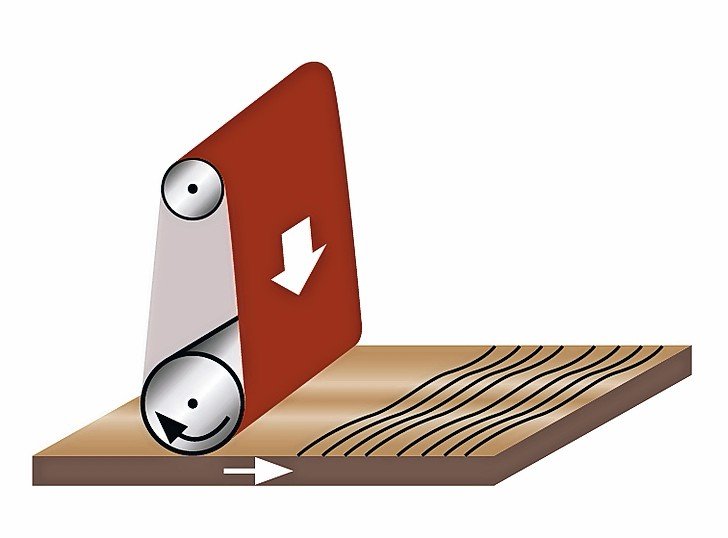
Quermarkierungen/Rattermarken. Querstreifen auf der Oberfläche weisen auf einen unregelmäßigen Vorschub oder auf Vibrationen in der Maschine hin. Die Ursache könnte hier zum einen bei einem nicht optimal sitzenden Schleifband liegen. Hat das Schleifband ein Übermaß, spannt es nicht optimal und es treten während des Schleifens Verschiebungen auf. Zum anderen kann es eine zu hoch gewählte Spanabnahme sein. Ist sie zu hoch gewählt, kann das Schleifband in der zur Verfügung stehenden Zeit nicht die eingestellte Spanabnahme ausführen. Auch ein zu schnell eingestellter Vorschub kann hier eine Ursache sein. Ähnlich, wie bei der zu hoch eingestellten Spanabnahme, schafft es das Schleifband nicht, die erforderliche Spanabnahme in der zur Verfügung stehenden Zeit auszuführen. Oft hilft es, nach der Methode »weniger ist mehr« zu verfahren. Weniger Vorschubgeschwindigkeit ist mehr Oberflächenqualität und ein mehr an Standzeit für das Schleifband.
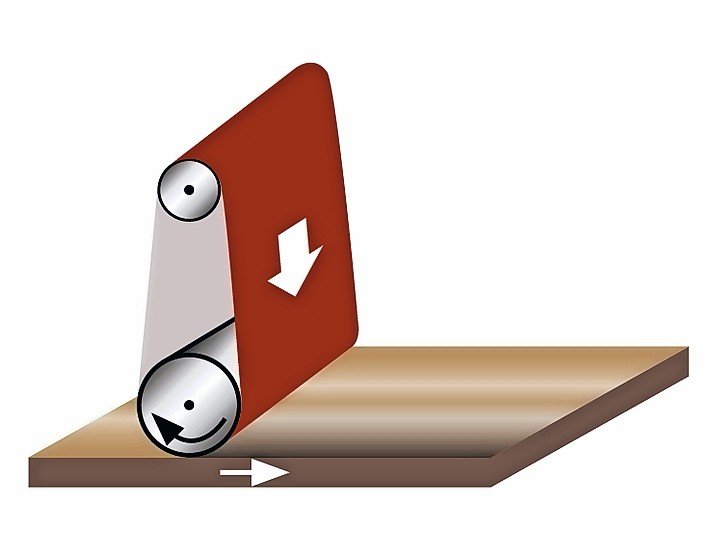
Grossflächige Schatten. Während die ersten Fehler auch beim Kalibrieren auftreten, könnten großflächige Schatten mit unterschiedlichen Schleiftiefen beim Arbeiten mit dem Feinstschleifaggregat in Verbindung mit einem Druckbalken auftreten. Eine mögliche Fehlerquelle hierfür ist der ungleichmäßige Verschleiß des Kontaktelements. Verursacht wird dieses durch einen Parallelitätsfehler in der Maschine. Eine weitere Ursache kann eine unregelmäßige oder verschmutzte Unterseite der Platte sein. Unebenheiten, wie Verschmutzungen oder Quellstellen, drücken die Platte von der Auflage ab und verursachen im Schleifbild Schatten.
Längsstreifen in Vorschubrichtung. Wenige Millimeter breite Markierungen können verschiedene Ursachen haben. Zum einem kann das Kontaktelement einen Fehler aufweisen – zum anderen können kleine Falten im Schleifband der Auslöser für diesen Fehler sein. Aber auch Verschmutzungen oder Quellstellen, die diesen Schleiffehler auslösen, hinterlassen als Markierung ihre Spuren auf der geschliffenen Oberfläche.
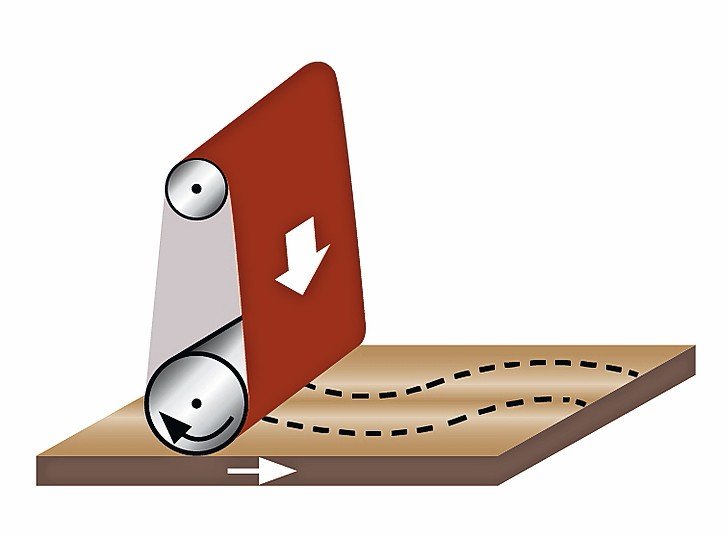
Sinusförmig verlaufende Rillen. Schmale sinusförmige unterbrochene Vertiefungen weisen häufig auf ein Grobkorn oder einen Fremdkörper im Schleifband hin. Gerade nach dem Abschleifen von Klebebändern tritt dieses Phänomen des Öfteren auf. Ein ausgelöstes Schleifkorn haftet punktuell an und sorgt für eine punktuell höhere Spanabnahme.
Brandspuren auf der Oberfläche. Entweder wurde mit einem zu feinen Band geschliffen, die Schnittgeschwindigkeit ist zu hoch oder das Band ist mit Harz, Schleifstaub, Kleber oder Ähnlichem zugesetzt oder abgenutzt. Tritt dieser Fehler bei einem neuen Schleifband auf und wurde eine passende Körnung eingesetzt, dann sollte der Vorschub, die Spanabnahme und die Drehzahl überprüft werden. Punktuell auftretende Brandspuren können auf Unregelmäßigkeiten in der Materialdicke oder Oberflächenhärte hinweisen.
Arbeiten Sie systematisch
Gute Ergebnisse erreichen Sie mit den richtigen Schleifmitteln, sauberen Werkstücken, sorgfältiger Vorbereitung und optimierten Maschineneinstellungen. Überprüfen und verfeinern Sie die Schleifparameter entsprechend Ihren Anforderungen. Schöpfen Sie die technischen Möglichkeiten voll aus!
Buchtipp: »Das Schleifen von Holz« vom Schleifmittelhersteller Klingspor (ISBN 978–3– 88265–282–6) befasst sich mit Schleiffehlern und ihrer Vermeidung. Es lieferte die Idee zur Darstellung der Schleiffehler in diesem Beitrag. Leider ist es vergriffen und nur noch antiquarisch erhältlich.
Tischlermeister Stefan Böningbeschäftigt sich für dds immer wieder mit Themen, die ihm im Handwerkeralltag begegnen. Bei Herstellern
von Maschinen und Schleifbändern hat er sich über Schleiffehler und ihre Ursachen informiert.





 Die Neue, eine Gebrauchte
Die Neue, eine Gebrauchte













{kind=link}