














Das automatische Plattenlager und die nicht verketteten Einzelmaschinen erwiesen sich in ihrem Zusammenspiel als zu schwach und zu unwägbar. Jeder Schnellschuss bremste die Produktion aus. Daher investierte der Ladenbauer Stapelbroek in Schlagkraft und Verlass.
Von Hektik keine Spur – trotzdem bekantet Christian Bültel beim Ladenbauer Stapelbroek in einer Schicht fast 1400 Möbelteile. Ruhig, aber stetig führt er ein Werkstück nach dem anderen der Kantenanleimmaschine zu.
Das 1993 gegründete Ladenbauunternehmen im münsterländischen Legden beschäftigt auf 10 000 m2 über 100 Mitarbeiter und ist europaweit tätig.
Die zu bekantenden Möbelteile schieben sich automatisch auf die rechte Seite des Maschinentischs. Der Tischler kümmert sich nicht darum, welche Farbe das Teil hat, ob bereits eine Kante angefahren ist oder ob später noch eine weitere ansteht. Er achtet nur auf die Qualität, dreht das Werkstück so, wie am Bildschirm angezeigt und schiebt es gegen das Einlauflineal der Kantenanleimmaschine »KAL 350« von Homag. Auf dem Luftkissentisch läuft diese Arbeit flüssig, sanft und materialschonend. Am Lineal bleibt das Möbelteil manchmal einen kurzen Moment liegen, eh es in die Maschine einfährt. Dann ist das letzte Werkstück noch nicht weit genug in die Maschine eingefahren. Kantenrollen wechselt Christian Bültel bevorzugt dann in das 25-Fach-Magazin ein, wenn der Materialnachschub mal stockt. So vermeidet er einen Maschinenstillstand, wenn mal eine Rolle aufgebraucht ist oder ein Farbwechsel ansteht.
Stets die Qualität im Blick
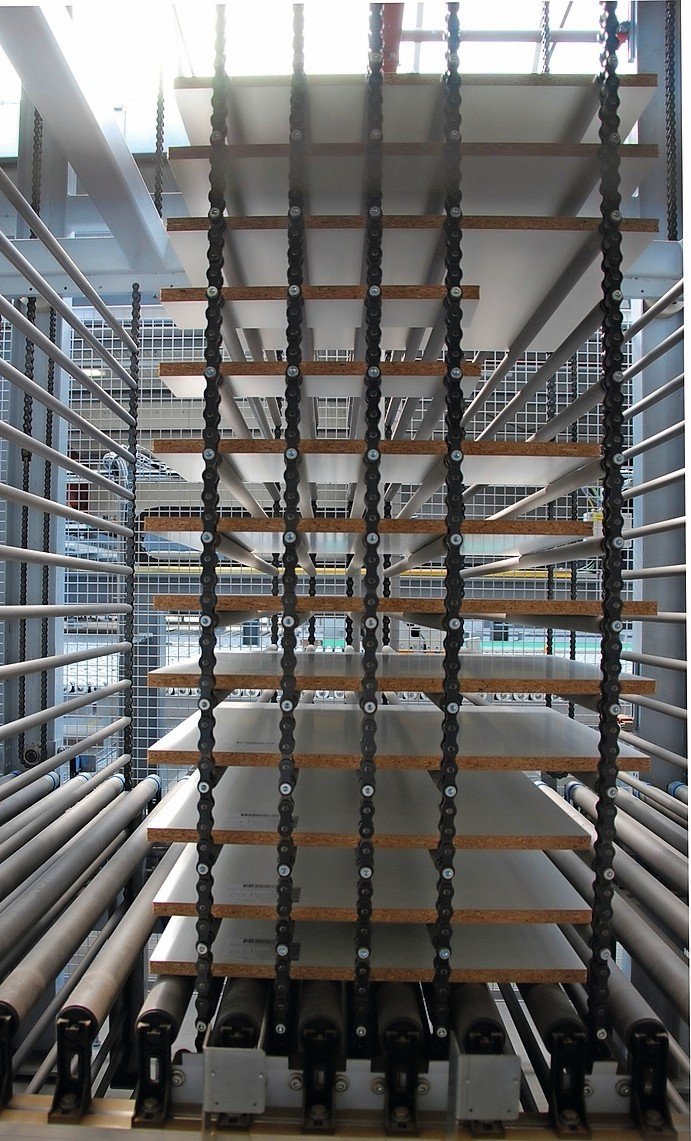
Um alles andere kümmern sich die Kantenanleimmaschine, der Kantenumlauf »TFU FlexLine« von Homag Automation sowie die mannlos arbeitende Plattenlager-Zuschnittzelle von Schelling. Letztere schickt die Zuschnitte über ein Förderband zum Beschicktisch der Kantenanleimmaschine. Ein Kettenhubspeicher gleicht kurzfristige Leistungsdifferenzen aus.
Ein etwa zwei Meter über dem Beschicktisch installierter Barcodescanner identifiziert automatisch jedes Werkstück, das auf den Tisch gelangt, sodass die Zellensteuerung ermitteln kann, wie das Werkstück zu drehen ist und welchen Weg es hinter der Maschine einzuschlagen hat. Am Auslauf der Kantenanleimmaschine nimmt ein Handlingportal die Werkstücke entgegen und legt sie auf einen Fördertisch. Sind alle Bekantungen erledigt, fährt das Werkstück nach hinten in einen Sternpuffer. Hier steht ein Mitarbeiter, der die Zuschnitte auf vielleicht vier oder fünf Paletten für die nachfolgenden CNC-Bearbeitungen verteilt. Stehen für das Werkstück weitere Bekantungen an, fährt es zurück nach vorne zum Beschicktisch.
Leistung verdoppelt
Stapelbroek hat bis Januar 2015 mit einem automatischen Plattenlager, zwei Plattensägen und zwei Kantenanleimmaschinen gearbeitet. Das waren alles mit schwerer körperlicher Arbeit zu bedienende Einzelmaschinen. Das automatische Plattenlager hatte das Material für beide Sägen jeweils auf Rollwagen vorgestapelt. Beide Sägen waren stets damit beschäftigt, solche Stapel abzuarbeiten und standen für Schnellschüsse nicht zur Verfügung. Geschäftsführer Markus Böckmann nennt die Gründe, warum er sich für die beiden miteinander verketteten Zuschnitt- und Bekantungszellen entschieden hat. Zum einen war ihm eine exakte Planbarkeit der Fertigung wichtig, ebenso wie eine deutliche Steigerung der Leistung, das Vermeiden schwerer körperlicher Arbeit oder die Möglichkeit, jederzeit einen Schnellschuss einzuschieben.
Er entschloss sich, zwischen der Zuschnittzelle und der Bekantungszelle einen manuellen Beschickarbeitsplatz einzurichten, damit der Mitarbeiter die Qualität frühzeitig und vollständig kontrolliert. Außerdem kann er so auch zugekaufte Fixmaße bekanten. Die beiden Zellen sollten etwa 90 Prozent aller Möbelteile herstellen. Für Werkstücke, die vielleicht besonders groß, sehr klein, kompliziert oder sehr eilig sind, sollte jeweils eine der alten Sägen und Kantenanleimmaschinen stehen bleiben.
Um nicht von der Schnittpräzision eines Zulieferers abhängig zu sein, hat Markus Böckmann die Kantenanleimmaschine mit einer Winkel- und Parallelzuführung nach dem Vorbild einer Formatkreissäge ausstatten lassen. Vor der Investition in die Zellen hatte der Ladenbauer zunächst seine Datenstrukturen auf den aktuellen Stand der Technik gebracht und ein ERP-System von Borm eingeführt.
»Ich weiß, was wann fertig ist«
Markus Böckmann resümiert: »Die Zellen haben viele der Unwägbarkeiten unserer bisherigen Produktion eliminiert. Jetzt weiß ich schon morgens, was zum Feierabend fertig sein wird. Außerdem konnten wir die Leistung auf nahezu 1400 Möbelteile pro Schicht fast verdoppeln. Unsere Mitarbeiter kommen mit der Technik bestens zurecht und müssen körperlich nicht mehr so hart arbeiten. Die Anlagen laufen enorm zuverlässig und lassen jederzeit einen Schnellschuss zu. Das macht uns auf dem Markt schlagkräftiger und zuverlässiger.«
dds-Redakteur Georg Molinski konnte sich beim Ladenbauer Stapelbroek im münsterländischen Legden vor Ort von einem reibungslosen Betrieb der Format- und Bekantungszelle überzeugen.
Projektbeteiligte
Anwender: Stapelbroek GmbH48739 Legden, www.ladenbau.com
Maschinen: Homag Group AG 72296 Schopfloch Tel.: (07443) 13-0, Fax: -82670 www.homag-group.com

Stapelbroek
»Wir habendie Fertigungvernetzt unddie Leistungverdoppelt.Jetzt könnenwir besserplanen.«
Teilen:







 Sind 15 cm ein Muss?
Sind 15 cm ein Muss?










{kind=link}