Die zunehmende Profilvielfalt im Holzfensterbau erfordert flexible Fertigungsanlagen. Dank CNC-Technik müssen Flexibilität und Leistung kein Widerspruch mehr sein, wie das Beispiel des Schweizer Fensterbauers Adi von Euw zeigt.
Die von Euw Fenster AG ist ein fast 100 Jahre alter Betrieb, der sich auf Holz-, und Holzalufenster
Lesen Sie weiter mit ddsPlus.
Registrieren Sie sich und genießen Sie exklusive Vorteile
- + Wöchentlich neue ddsPlus Beiträge
- + Beitragsarchiv mit über 1.500 ddsPlus-Artikeln und praktischer Stichwortsuche
- + Interviews mit Experten, herausragende Meisterstücke und Marktübersichten
- + Innenausbauprojekte im Detail und exklusive Testberichte
- + Alle Hefte als PDF pünktlich zum Erscheinungstermin
- + Persönliche Merkliste – Artikel markieren und später lesen
- + 4 Wochen kostenlos, danach 9,90 Euro pro Monat
- + Monatlich kündbar
4 Wochen für 0 € testen >
Sie sind bereits ddsPlus-Abonnent?
Hier anmelden »
Sie sind bereits dds-Printabonnent? Hier upgraden»




 Qualität im Zwei-Minuten-Takt
Qualität im Zwei-Minuten-Takt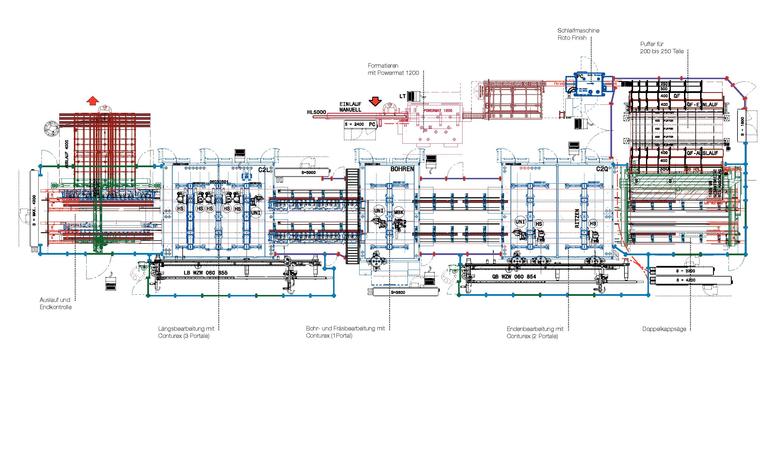
















{kind=link}
{kind=link}
{kind=link}
{kind=link}