Ein digitalisierter Betrieb arbeitet wohl wirtschaftlicher als ein analoger, kann aber nur das, was Software und Maschinen zulassen. Konventionelle Arbeitstechniken funktionieren jedoch immer. Willi Brokbals stellt sie in einer Serie vor. Teil 4: Ein- und Aussetzen an der Tischfräse.
Beim Zerspanen von Massivholz in Längsrichtung beeinflussen viele
Lesen Sie weiter mit ddsPlus.
Registrieren Sie sich und genießen Sie exklusive Vorteile
- + Wöchentlich neue ddsPlus Beiträge
- + Beitragsarchiv mit über 1.500 ddsPlus-Artikeln und praktischer Stichwortsuche
- + Interviews mit Experten, herausragende Meisterstücke und Marktübersichten
- + Innenausbauprojekte im Detail und exklusive Testberichte
- + Alle Hefte als PDF pünktlich zum Erscheinungstermin
- + Persönliche Merkliste – Artikel markieren und später lesen
- + 4 Wochen kostenlos, danach 9,90 Euro pro Monat
- + Monatlich kündbar
4 Wochen für 0 € testen >
Sie sind bereits ddsPlus-Abonnent?
Hier anmelden »
Sie sind bereits dds-Printabonnent? Hier upgraden»




 Das funktioniert immer
Das funktioniert immer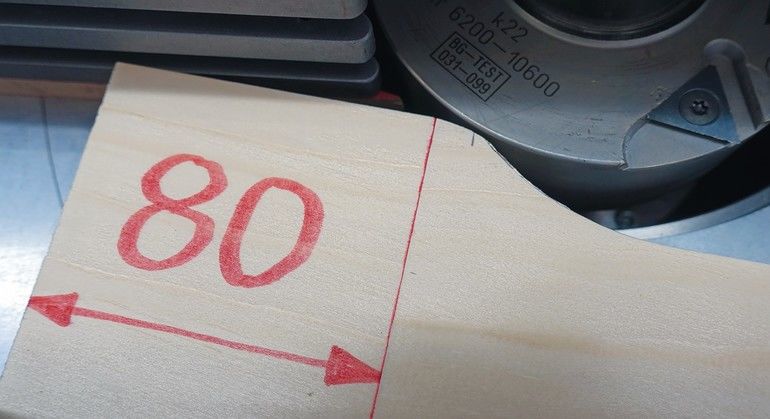


















{kind=link}
{kind=link}
{kind=link}
{kind=link}