







Im zweiten Teil unseres Beitrages zur Schleiftechnik im Holzhandwerk geht es um die verschiedenen Maschinentypen und die Wahl der Parameter für ein optimales Schleifergebnis bei Holz und Lack.
Robert Wappelhorst, Thomas Lohbauer
Flächenschleifmaschinen werden unterschieden in Langband-, Breitband-, Profil- und Walzenschleifmaschinen.
Langbandschleifmaschinen. Bei Langbandmaschinen wird ein Werkstück manuell auf einem Schiebetisch liegend unter einem umlaufenden schmalen Langband hergeführt. Das Schleifband wird mit einem kurzen Druckschuh auf die Werkstückoberfläche gedrückt. Durch den kurzen Schuh kann man sehr individuell auf die erforderlichen Oberflächenbedürfnisse einwirken. Bei großen Flächen bedarf es aber einer besonderen Fertigkeit, um gleichmäßige Flächen zu erzielen.
Eine Weiterentwicklung im Sinne von verbesserten Flächen mit größerer Mengenleistung sind Maschinen mit Langdruckbalken (auch halbautomatische Druckbalken). Die Langdruckbalken sind mit einem Lamellenband ausgestattet, damit sich die Bänder mit sehr großer Schleiflänge nicht zusetzen und am Ende des Werkstückes nicht weniger zerspanen. In der Regel laufen das Drucklamellenband und das Schleifband mit leicht unterschiedlichen Geschwindigkeiten. Das Lamellenband ist mit Filzstreifen beklebt. Dadurch sind beim Schleifen immer wieder andere Schleifkörner im Einsatz, die Erwärmung des einzelnen Schleifkornes wird auf ein Minimum reduziert. Voraussetzung dafür ist aber, dass das Filzlamellenband mit einer entsprechenden Filzdicke versehen ist.
Breitbandschleifmaschinen. Sie haben die früher üblichen Walzenschleifmaschinen abgelöst und finden heute in allen Bereichen und Abmessungen des Flächenschliffs (Kalibrieren, Furnier- und Lackschliff) Anwendung. Hauptvorteil dieser Maschinen ist, dass die Schleifmittelfläche von der ursprünglichen Walzenhülse zu einem endlos verklebten Breitband vergrößert wurde. Dadurch verlängerte sich deutlich die Standzeit, während sich die Werkzeugkosten und Bandwechselzeiten um ein Vielfaches reduzierten. Vorschubgeschwindigkeit und die Oberflächengüte konnten zudem noch erhöht werden.
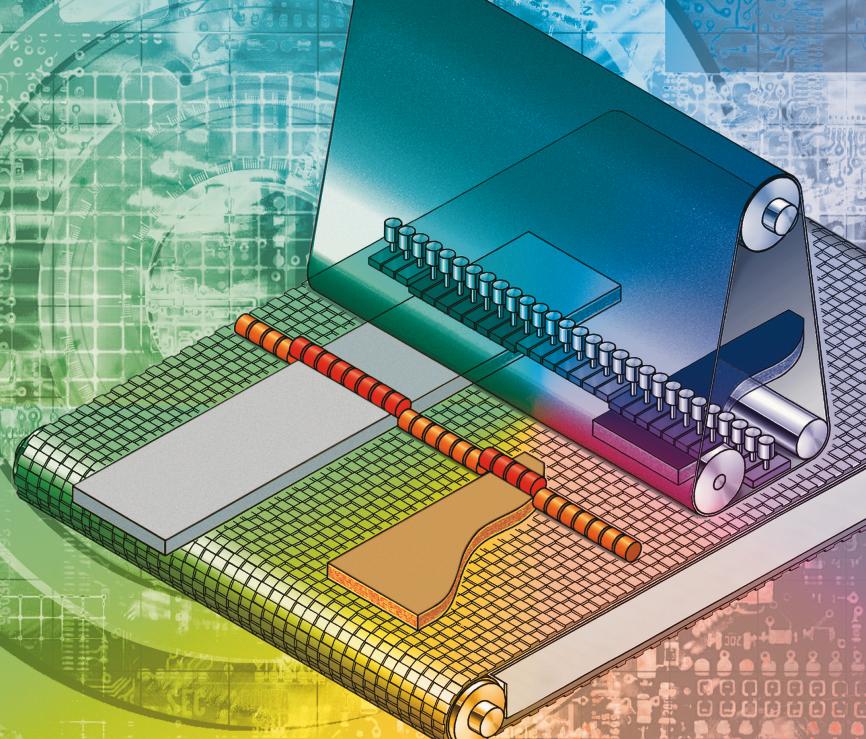
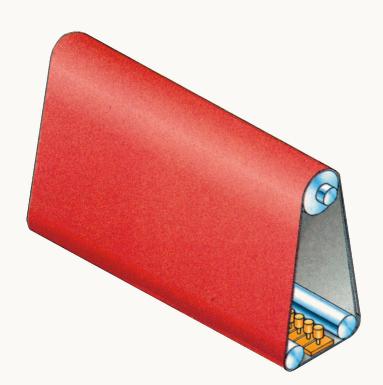
- Breitbandschleifmaschinen mit Kontaktwalze können zum Kalibrieren und Furnierschleifen eingesetzt werden, wenn die Härte der Walze auf die jeweilige Aufgabe abgestimmt wird. Weichgummierte Kontaktwalzen werden besonders für Furnier- und Lackschliff eingesetzt. Um eine geringe Aufwärmung beim Schleifprozess zu erreichen, sind diese Walzen in der Regel schraubenförmig umlaufend genutet. Dadurch werden sehr kurze Einsatzzeiten der Schleifkörner bei annähernd flächigem Schliff wie mit einem Schleifkissen erreicht. Nachteil ist allerdings, dass Werkstückkanten nicht wie bei der heutigen Druckbalkengeneration gezielt angesteuert werden können.
- Breitbandschleifmaschinen mit Druckschuh oder Gliederdruckbalken als Kontaktelement drücken das Schleifband mit konstanter Kraft auf das Werkstück. Formabweichungen werden schwimmend ausgeschliffen (Feinschliff). Beim heutigen Stand der Maschinentechnik werden in der Regel Gliederdruckbalken eingesetzt, die über Tastrollen die Werkstückkontur erfassen und das Schleifband damit nur an den erforderlichen Stellen herunterdrücken. Um das »Rundschleifen« am Werkstückanfang und -ende zu verhindern, sind die Druckbalken in Ruhelage wenige Millimeter über dem Werkstück angeordnet. Die Ein- und Aussetzzeiten und die Drücke auf die seitlichen Kanten können variabel verändert werden. Die Kontaktfläche des Schleifkissens ist in der Regel mit Graphit belegt. Dieser hat als Gleitbelag die Aufgabe, die entstehende Friktionswärme auf ein Minimum zu reduzieren. Der Graphitbelag verschleißt und muss von Zeit zu Zeit erneuert werden, da sonst zu große Hitze beim Schleifen entsteht. Die Folgen wären Standzeitverluste, Zusetzen der Bänder und möglicherweise Markierungen auf der Werkstückoberfläche.
Schleifautomaten. Maschinen, die mit mehreren Aggregaten in Folge ausgerüstet sind, werden als Schleifautomaten bezeichnet. Um das gewünschte Oberflächenergebnis zu erzielen, müssen die Teile nur einmal die Maschine passieren. Die Schwierigkeit besteht darin, zu erkennen, ob alle Aggregate die optimale Schleifleistung erbringen. Wie dies überprüft werden kann, ist in oben stehendem Kasten beschrieben.
Profilschleifmaschinen. Hier wird das endlos umlaufende Schleifband mit einem Profilschuh an das Werkstück herangeführt. Die flexiblen und hochflexiblen Schleifgewebe lassen sich bei hoher Bandgeschwindigkeit nur bedingt in die konkaven Profilformen (Vertiefungen) des Schuhs einfügen. Das hat zur Folge, dass Profile mit zusammengesetzten Konturen auf mehreren hintereinander gesetzten schwenkbaren Aggregaten verteilt geschliffen werden müssen. Das Gegenprofil des Schleifschuhs besteht in der Regel aus Spezialfilz, teils mit Graphitbelag, oder auch aus Metall, wenn kleine und scharfe Konturen geschliffen werden müssen. Mit Metallschuhen wird eine gute Standzeit erzielt, wenn durch kleine Öffnungen ein Luftpolster zwischen Schuh und Schleifgewebe eingeblasen wird. Das Band wird gekühlt und kann auf dem Luftpolster gleiten.
Parameter an der Maschine
Schleifdruck/Anpressdruck. Als Schleifdruck bezeichnet man den Druck, mit dem man das Schleifmittel im Bereich des Kontaktelements in das Werkstück drückt, um die Schleifkörner mit ihren Spitzen in den Werkstoff eindringen zu lassen und Späne abzuheben. Die Höhe des Anpressdruckes ergibt sich aus dem Quotienten von Druck und Kontaktfläche. Der Schleifdruck beeinflusst die Standzeit der Schleifbänder!
Schnittgeschwindigkeit. Die Schnittgeschwindigkeit ist die Geschwindigkeit, mit der sich das Schleifband relativ zur Werkstückoberfläche bewegt. Die Schnittgeschwindigkeiten liegen zwischen 18 und 30 m/s beim Kalibrieren und 12 bis 25 m/s beim Feinschleifen. Beim Lackschleifen liegen die Schnittgeschwindigkeiten deutlich niedriger: zwischen 1 und 9 m/s, in Abhängigkeit zur Vorschubgeschwindigkeit.
Vorschubgeschwindigkeit. Die Vorschubgeschwindigkeit ist die Geschwindigkeit, mit der das Werkstück durch die Maschine geführt wird. Die Einstellung ist abhängig von der Werkstoffart, der Oberfläche und der Anzahl der eingesetzten Schleifaggregate.
Kornauswahl. Das Korn sollte immer so fein wie möglich gewählt werden. (Die Auftragsmenge der nachfolgenden Beschichtung steht im direkten Zusammenhang zur Korngröße des Endschliffs.) Bei einer Zerspanung von mehr als 1 mm ist es sinnvoll, mit einem Korn P36 oder P40 zu schleifen, da der Span ein sehr großes Volumen hat und sich das Schleifmaterial sehr schnell zusetzen kann. Grundsätzlich gilt: Je höher der Abtrag, desto gröber sollte die Kornauswahl sein. Es ist möglich, eine Körnung zu überspringen. Werden mehrere Körnungen übersprungen, verbleiben Schleifspuren von den vorangegangenen Aggregaten.
Holz und Furnier schleifen
Da in der modernen Holzindustrie sehr leistungsfähige Anlagen zur Bearbeitung von Holz- und Holzwerkstoffen existieren und den fertigen Oberflächen eine immer größere Vielzahl von Mess- und Kennzahlgrößen gegenübersteht, ist es wichtig, den Schleifprozess in Bezug auf Schleifparameter und Kosten zu optimieren.
Für den reinen Holzschliff bis Korn P180 werden Schleifkörner aus Aluminiumoxid verwendet. Ab Korn P220 wird mit dem Kornwerkstoff Siliciumcarbid eine gleichmäßigere und feinere Oberfläche erzielt. Durch die eher blockige und kantige Kornform greift das Korn weniger aggressiv in die Holzstruktur ein und die Fasern werden kürzer und gleichmäßiger abgeschnitten.
Einige Holzarten, beispielsweise Fichte, Kiefer, Teak und Palisander, enthalten große Mengen Harze und Öle, die ein schnelles Zusetzen der Spanzwischenräume des Schleifmittels verursachen. Bei diesen Holzarten sollte mit einem Schleifmaterial mit extra offener Streuung gearbeitet werden. Beim Zerspanen von grobporigen Holzarten wie Eiche, Esche, Mahagoni usw. werden die Poren oft mit Schleifstaub gefüllt. Bei der anschließenden Oberflächenbehandlung kann dieser Schleifstaub zu Problemen führen. Es ist daher sehr wichtig, ein gutes antistatisches Schleifmittel einzusetzen, das diesem Verstauben der Poren entgegenwirkt, so dass die nachfolgende Beschichtung nicht beeinträchtigt wird.
Hartholzschliff. Eine offene Streuung ist beim Schleifen von Harthölzern zu empfehlen. Für den Feinschliff ab P 220 ist ein Kornwerkstoff aus Siliciumcarbid von Vorteil, die Fläche wird so gleichmäßiger ausgeschliffen. Die Abstufung der Kornfolgen ist bei einer hohen Vorschubgeschwindigkeiten (größer als 18 m/min) genau anzupassen. Es ist darauf zu achten, dass die Holzfasern so sauber wie möglich weggeschliffen werden. Beim Massivholzschliff ist immer mit der höchsten Bandgeschwindigkeit zu arbeiten.
Was das Schleifen von Furnier angeht, muss man wissen, dass bei der Furnierherstellung feine Einrisse von zirka 0,2 mm entstehen. Diese Risse müssen komplett ausgeschliffen werden. Auch weil rechte und linke Furnierseite unterschiedlich Lacke bzw. Beize aufnehmen können, ist sauberes und gleichmäßiges Schleifen wichtig.
Weichholzschliff. Beim Schleifen von Weichhölzern ist eine extra offene Streuung zu empfehlen. Der Anteil an der Gesamtzerspanung sollte ab P 120 nicht mehr so hoch sein (ca. 15 bis 20 Prozent vom Gesamtabtrag), ab P 150 nur noch 5 bis 10 Prozent vom Gesamtabtrag. Weichhölzer neigen zum Schmieren. Daher ist es wichtig, dass die Schleifband- und die Vorschubgeschwindigkeit genau aufeinander abgestimmt sind.
Für Weichholz-Furnier gilt grundsätzlich das Gleiche wie für Hartholz-Furnier. Es ist besonders darauf zu achten, dass der Schleifdruck nicht zu hoch ist. Sonst erhöht sich die Gefahr, dass das Furnier durchgeschliffen wird.
Lack und Folien schleifen
Unterschiedliche Lackssysteme erfordern unterschiedliche Schleifmittel.
Hydro- und Wasserlacke rauen die Werkstückoberfläche relativ stark auf (lange Trocknungszeit = lange Einwirkzeit des Wassers)
… benötigen einen Rohholzschliff zwischen P 220 und P 240
… sind thermoplastisch (werden bei Wärmeeinwirkung weich)
… sind nach dem Austrocknen bedingt anlösbar und benötigen für eine gute Oberfläche einen ausgewogenen Zwischenschliff
… sollten mit einem Schleifmaterial mit Stearatbeschichtung zwischengeschliffen werden
CN-Lacke rauen die Werkstücksoberfläche weniger stark auf
… benötigen einen Rohholzschliff zwischen P 180 und P 220
… sind nach Trocknung wieder anlösbar und benötigen nicht zwingend einen »Mattschliff«, um Haftung zu erlangen
… sind thermoplastisch (werden bei Wärmeeinwirkung weich)
… sollten mit einem Schleifmaterial mit Stearatbeschichtung zwischengeschliffen werden
PUR-Lacke rauen die Werkstückoberfläche weniger stark auf
… benötigen einen Rohholzschliff zwischen P 180 und P 220
… sind nach dem Austrocknen nicht wieder anlösbar und benötigen zur Haftung zwingend einen Mattschliff vor dem Überlackieren
… sind bedingt thermoplastisch (werden bei Wärmeeinwirkung weich)
UV/IR-Lacke rauen die Werkstücksoberfläche nicht auf
… benötigen einen Rohholzschliff zwischen P 180 und P 220
… benötigen einen sauberen Zwischenschliff
… sind nicht thermoplastisch (werden bei Wärmeeinwirkung nicht weich)
… sollten bei geringer Auftragsmenge (<10g/m²) mit Korn 400 oder feiner zwischengeschliffen werden
Öle und Wachse benötigen in der Regel einen deutlich feineren Rohholzschliff zwischen P 220 und P 280
…· brauchen aufgrund des feinen Vorschliffes und der geringen Auftragsmenge nur einen »Glättschliff zum Einarbeiten« als Zwischenschliff
Folienbeschichtete Werkstücke sollten vor der Weiterverarbeitung angeschliffen werden. Die Kornauswahl zum Anschleifen erfolgt nach dem Gewicht der Folie (je höher das Gewicht, desto gröber sollte begonnen werden). Z um Anschleifen sollte eine Körnung zwischen P 220 und P 320 zum Einsatz kommen. Folien sollten wegen ihrer hohen Zähigkeit und Härte mit Aluminiumoxid geschliffen werden. Bei farbigen und hochglänzenden Lackierungen erfolgt der letzte Schliff in Querrichtung. Je dunkler die Lackierung ist, um so feiner sollte die Folie angeschliffen werden.
Der dritte Teil des Beitrags (dds 6/06) nimmt das Angebot an Breitbandschleifmaschinen unter die Lupe und gibt Hinweise zu Auswahl und Ausstattung der Maschine.
Die Autoren
R. Wappelhorst und T. Lohbauer sind Anwendungstechniker beim Schleifmittelhersteller Ekamant Deutschland GmbH.
Teilen:







 Sind 15 cm ein Muss?
Sind 15 cm ein Muss?










{kind=link}