













In der dds-Serie »So geht’s auch« beschreibt Willi Brokbals konventionelle Fertigungsmethoden, die nicht in Vergessenheit geraten sollten. Teil 3: Dreikantleisten und Halbrundstäbe sägen, große Hohlkehlen und Fingerzinken auf der Tischkreissäge herstellen.
Der dritte Teil der dds-Serie »So geht’s auch« beleuchtet noch einmal spezielle, und dennoch ganz traditionelle Fertigungsmethoden an der Kreissäge. Große Hohlkehlen und Fingerzinken kann man sicherlich mit der Tischfräse oder mit dem Bearbeitungszentrum herstellen, wenn die passenden Werkzeuge zur Verfügung stehen. Doch wenn die Werkstücke, die für Tischfräsen möglichen Bearbeitungsmaße übersteigen, ist die Fertigung an der Formatkreissäge sinnvoller oder wird erst hier möglich. Das gilt beispielsweise für sehr große Hohlkehlen. Auch wenn die Fräshöhe regelmäßig zu verändern ist, wie beim sukzessiven Fräsen von Fingerzinken, ist die Tischkreissäge der Fräse überlegen.
Leisten und Stäbe auftrennen
Sind quadratische Kanteln der Länge nach zu Dreikantleisten aufzutrennen oder aus Rundstäben Halbrundstäbe zu sägen, ist sichere Werkstückführung nötig. Gute Dienste leistet ein Winkelanschlag mit V-förmiger Nut (Bild 1). Die beiden V-Schenkel bilden einen rechten Winkel. Eine weitere, etwa 3 mm tiefe Nut am Grund der V-Führung stellt sicher, dass eingelegte Leisten nur mit den Schmalflächen an den V-Schenkeln und nicht mit der Längskante im Grund aufliegen. Das reduziert Ungenauigkeiten. Damit sich die Vorrichtung über das Sägeblatt stülpen und auf den Tisch legen lässt, muss sie auf etwa halber Länge eine entsprechend große Durchtrittsöffnung haben, die sich über den Bereich von Sägeblatt und Spaltkeil erstreckt.
Nach dem Auflegen der Vorrichtung wird der Parallelanschlag an den aufrechten Schenkel herangestellt und das Winkelbrett dort angeschraubt oder mit Exzenterzwingen gesichert. Ist das Sägeblatt auf die richtige Höhe eingestellt, kann eine Kantel oder ein Rundstab aufgelegt und gesägt werden (Bild 2). Um die Sicherheit beim Auftrennen zu gewährleisten, wird die Schutzhaube auf das Schnittgut abgesenkt und während der Sägedauer mit der linken Hand heruntergedrückt, während die rechte Hand das Werkstück mit einem Nachschiebeholz vorschiebt (Bild 3). Hat die Säge keine vom Spaltkeil getrennte Schutzhaube, können die Werkstücke auch durch eine V-förmig ausgeschnittene Kammfeder heruntergedrückt werden (zur besseren Darstellung wurde die Schutzhaube teilweise entfernt).
Große Hohlkehlen auf der Säge
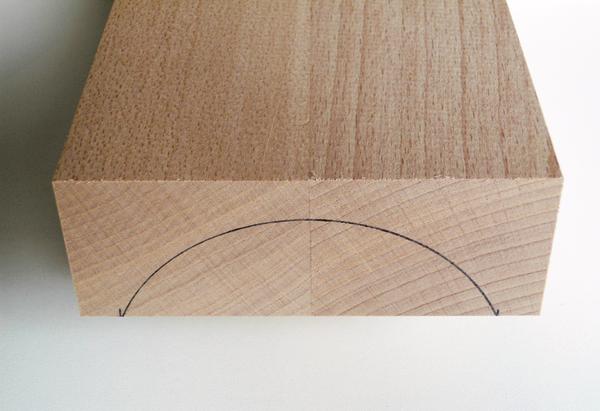
Mit den an Tischfräsen üblichen und im Betrieb vorhandenen Fräswerkzeugen stößt man an Grenzen, wenn große Hohlkehlen gefordert sind. Im beschriebenen Beispiel ist die Stichbogenhöhe der Kehlung 30 mm und die Stichbogenweite 90 mm (Bild 4). In diesen Fällen kann das Kehlen auf der Kreissäge eine echte Alternative sein. Doch auch hier muss das passende Werkzeug verwendet werden – das man sich vielleicht bei einem Kollegen leihen kann. Denn das Kehlen mit Kreissägeblättern ist schon seit vielen Jahren verboten, da sie nicht für die bei diesem Arbeitsgang entstehenden, einseitig wirkenden Kräfte konstruiert sind. Außerdem muss hinterher noch intensiver geschliffen werden, um die Zerspanungsspuren zu entfernen, als es ohnehin schon beim Einsatz der Kehlscheibe notwendig ist. Auch die Kreissäge muss für das Kehlen mit dem schweren Werkzeug zugelassen und konstruiert sein. Für die etwa 15 mm dicke Kehlscheibe ist die Tischöffnung an vielen Modellen nicht groß genug. Bei anderen wiederum wird die Tischöffnung nach dem Entfernen einer Tischeinlage zu groß und es muss eine hölzerne angefertigt und eingesetzt werden, die nur 5 mm Platz rechts und links der Kehlscheibe freigibt.
Sind diese Hürden überwunden und ist die Kehlscheibe montiert, wird der Schiebeschlitten festgesetzt und der Werkzeugüberstand auf die Stichbogenhöhe 30 mm gestellt (Bild 5). Zum Einstellen der Stichbogenweite benötigt man ein Parallelogramm, das man aus vier Leisten selbst angefertigt oder beim Lieferanten für Sicherheitstechnik kauft. Der Abstand zwischen den beiden langen Schenkeln wird auf 90 mm gestellt und das Parallelogramm so über die Kehlscheibe gestülpt, dass sie diagonal auf dem Maschinentisch und dem Schiebeschlitten aufliegen. Jetzt wird das Werkzeug behutsam gedreht und die Lage der Einstellhilfe verändert: Berührt die hintere, aus dem Tisch austretende Werkzeugschneide und die vordere, in den Tisch eintretende, den jeweiligen Schenkel der Einstellhilfe, steht die Schräge, mit der das Werkstück diagonal über die Kehlscheibe geschoben wird, fest (Bild 6). Sie wird mit einer Markierung auf dem Schiebeschlitten und dem Maschinentisch festgehalten.
Im parallelen Abstand der Kehlung zur Werkstückkante wird eine kräftige, gerade Führungsleiste, die nur wenig dicker ist als das Werkstück, sicher (!) befestigt. Die Vorderkante des Parallelanschlags wird zur zusätzlichen Stabilisierung und Sicherung gegen die Führungsleiste gestellt und im Bereich des Werkzeuges ein Brett als Brückenschutz angeschraubt.
Da die Kehlscheibe nur 15 mm nutzbare Schneidenhöhe hat, muss sie auf dieses oder ein geringeres Maß abgesenkt werden. Jetzt wird die Maschine eingeschaltet, wobei die Drehzahl so gewählt sein sollte, dass 40 bis 60 m/s Schnittgeschwindigkeit erreicht werden. Das Werkstück wird, wie beim Hobeln an der Abrichte, unter dem Brückenschutz durchgeschoben und das Werkzeug nach jedem Arbeitsgang in Schritten mit höchstens 15 mm so oft verstellt, bis die 30 mm Stichbogenhöhe erreicht ist (Bild 7, 8). Nach dem letzten Arbeitsgang ist es sinnvoll, das Werkstück um 180 Grad zu drehen und nochmals über das rotierende Werkzeug zu führen: So werden Ungenauigkeiten im Randabstand ausgeglichen. Jetzt muss sich nur noch jemand finden, der die Frässpuren herausschleift (Bild 9).
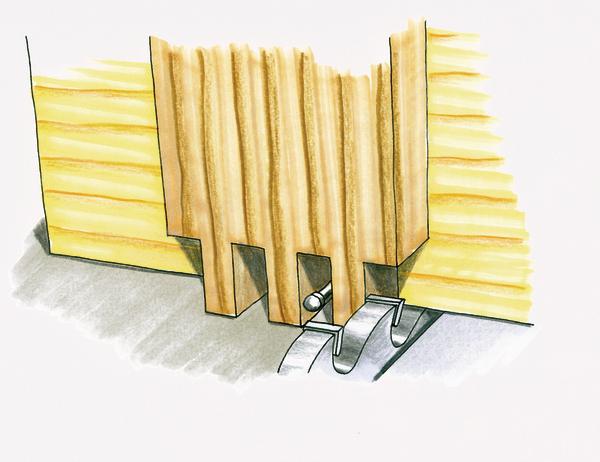
Fingerzinken auf der Kreissäge
Wenn Tischfräse oder Handoberfräse beim Fräsen der Fingerzinken an breiten Werkstücken ihre Grenzen erreichen, kommt die Kreissäge zum Einsatz. Einerlei, ob eine gekaufte oder selbst gefertigte Vorrichtung zum Einsatz kommt, ist das Prinzip immer dasselbe. Deshalb wird hier nur das Grundprinzip besprochen, Verfeinerungen sind einfach und jederzeit möglich. Im Beispiel sollen 70 mm breite und 22 mm dicke Rahmenhölzer mit 10 mm breiten Fingerzinken verbunden werden.
Für die einfachste Lösung benötigt man nur ein hohes Splitterholz, einen kräftigen Nagel, eine Exzenterzwinge und eine Schlitzscheibe mit der gewünschten Zinkenbreite.
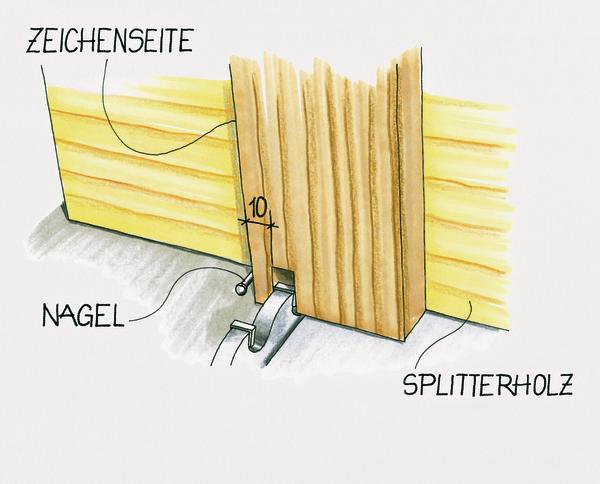
Die Schlitzscheibe mit zehn Millimeter Schnittbreite wird auf die Sägenwelle montiert und auf 22 mm Schlitzhöhe (= Rahmenholzdicke) eingestellt. Bevor man das Splitterholz (600 x 100 x 20) mit der Exzenterzwinge am Winkellineal klemmt, wird etwa 100 mm vor dem rechten Ende ein Nagel eingeschlagen. Dieser darf maximal eine Rahmenholzdicke von der Unterkante des Splitterholzes entfernt sein – im Beispiel reichen etwa 10 mm. Das Brett muss so am Winkelanschlag befestigt sein, dass rechts vom Werkzeug der Abstand zwischen dem Nagel und der Schlitzscheibe genau das Maß der Zinkenbreite (hier 10 mm) hat. An dieser Einstellung hängen Erfolg oder Misserfolg der gesamten Arbeit (Bild 10).
Da die Schutzhaube nicht benutzt werden kann und auch der Spaltkeil ausgebaut ist, muss das drehende Werkzeug anders verdeckt werden. Besonders gut eignen sich die Stoppklötze der an der Tischfräse eingesetzten Tischverlängerungen. Sie lassen sich, je einer vorn und einer hinten, in die Tischnuten des Schiebeschlittens schieben. Schraubt man darauf entsprechend große Bretter, dass nur ein 30 mm breiter Spalt zwischen Splitterholz und Brett frei bleibt, lässt sich der Schiebeschlitten weit genug verfahren und das Werkzeug ist sicher verdeckt.
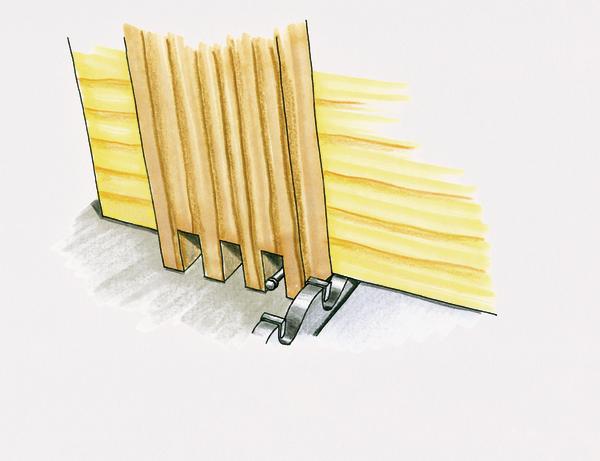
Die Rahmenteile werden gezeichnet und das Teil, das den durchgehenden Randzinken bekommt, wird mit dem Querholz auf den Schiebeschlitten gestellt und gegen das Splitterholz und den Nagel gedrückt. Die Zeichenseite liegt am Nagel an. Der erste Schlitz kann gefräst werden. Das Werkstück wird dabei bis hinter das Werkzeug geschoben und dort nach oben entnommen. Nach dem Zurückziehen des Schiebeschlittens stülpt man das Rahmenteil mit dem gerade gefrästen Schlitz über den Nagel, schiebt es wieder nach rechts, bis es wieder sicher am Nagel anliegt, und führt nun die zweite Fräsung aus. So werden alle Rahmenecken mit durchgehenden Randzinken gefräst (Bild 11).
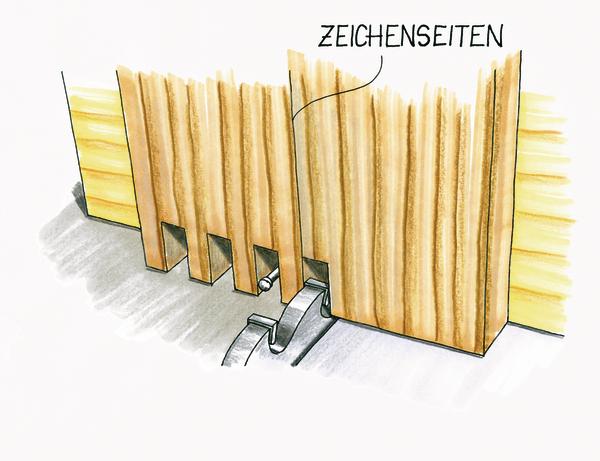
Jetzt können die Gegenstücke gefräst werden. Ein Rahmenstück wird mit dem durchgehenden Randzinken, die Zeichenseite zeigt diesmal zum Werkzeug, über den Nagel gestülpt. Die linke Schlitzwange des Randzinkens muss dabei am Nagel anliegen! Jetzt wird das Gegenstück mit seiner Zeichenseite gegen die Zeichenseite des schon aufgestellten Rahmenteils geschoben. Beide Teile haltend, wird der Randschlitz gefräst (Bild 12). Die weiteren Schlitze werden wie beim durchgehenden Rahmenteil gefräst: Schlitz über den Nagel stülpen, heranschieben, fräsen (Bild 13).
Diese Lösung, mit dem Nagel als Anschlag, führt zu ungenauen Ergebnissen, sobald das Werkstück beim Fräsen nicht exakt am Nagel anliegt. Ersetzt man ihn durch einen Dübel, der den Durchmesser der Zinkenbreite hat, wird diese Ungenauigkeit ausgeschlossen. Von einem Hersteller für Sicherheitstechnik ist eine Vorrichtung im Handel, die sich einfach am Winkelanschlag montieren lässt und bei der anstelle von Nagel oder Dübel ein breitenverstellbares Füllstück den Schlitzen zwischen den Fingerzinken angepasst werden kann.
Willi Brokbals
»Die Format- säge kann mehr als nur sägen. Bei einigen Arbeiten ist sie der Tischfräse überlegen.«
Willi Brokbals
Der Autor
Willi Brokbals ist Holztechniker und Fachlehrer an der Meisterschule Ebern. Themen und Fächer: Werkstatt, Vorrichtungsbau, CNC, Pneumatik, Maschinenpraxis und Sicherheit.
Meisterschule Ebern, 96106 Ebern, Tel.: (09531) 9236-0, Fax: -30, www.meisterschule-ebern.de
Teilen:







 Sind 15 cm ein Muss?
Sind 15 cm ein Muss?










{kind=link}