



 Woher kommen die Daten?
Woher kommen die Daten?
Wer CNC-Maschinen einsetzt, muss sich Gedanken über das effiziente Erstellen der Programme machen. Daniel Wagner beleuchtet die verschiedenen Möglichkeiten und zeigt Vor- und Nachteile auf.
Anzeige
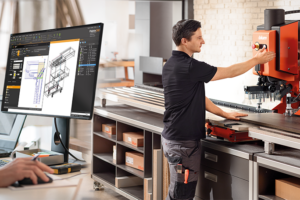
Viele Schreinereien und Tischlereien möchten den Weg in die durchgängige Fertigung gehen, stehen dabei jedoch vor Hindernissen wie knappem Budget...
Daniel Wagner
Stellen Sie sich vor, es gäbe ein paralleles Universum ähnlich dem unseren. Und auch dort entwickelte sich
Teilen:

















{kind=link}
{kind=link}
{kind=link}
{kind=link}