












Die wesentlichen Qualitätsmerkmale von Schaftwerkzeugen für die Holz- und Kunststoffbearbeitung sind auch ohne messtechnische Hilfsmittel erkennbar. Das wird im folgenden Beitrag am Beispiel von CNC-Fräswerkzeugen gezeigt.
Wilm-Henner Niemeyer Leiter Entwicklung, Jakob Schmid GmbH & Co. KG, Oberkochen
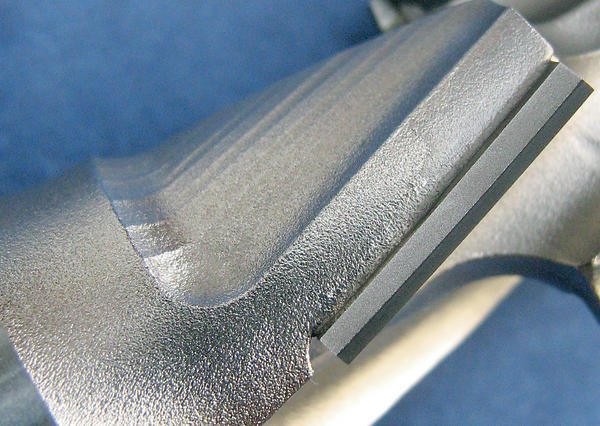
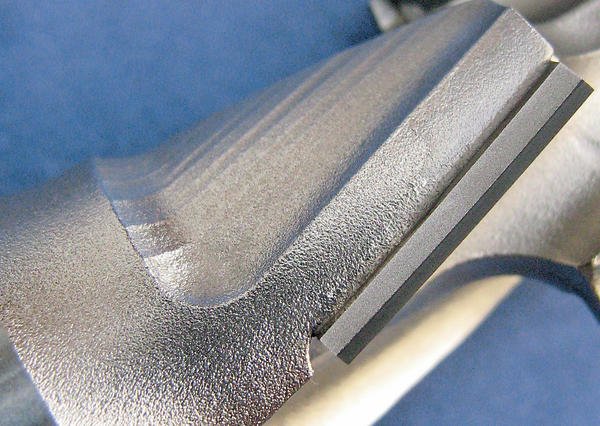
Schon bei der ersten Begegnung mit dem Schaftfräser nimmt der Werkzeuganwender ihn selbstverständlich in die Hand und fühlt zuerst den feinen Schliff des Einspannschaftes (Abb. 1).
Hochwertige Schaftwerkzeuge, mit polykristallinem Diamant (DP) oder mit Hartmetall (HW) bestückt oder mit Hartmetall-Wende- oder -Wechselplatten ausgestattet, weisen präzisionsgeschliffene Schäfte innerhalb sehr enger Toleranzgrenzen auf. Diese sind für den hochtourigen Werkzeugeinsatz und bei Verwendung in Hydrodehn- oder Schrumpfspannfuttern unerlässlich. So erhalten die Werkzeugschäfte mindestens die Toleranz g7, typisch g6. Eine hohe Einspannzentrizität und damit ein ruhiger Lauf schonen die Schneide und das Spindellager.
Dem Werkzeugbetrachter fällt gleichzeitig auf, ob das Schaftwerkzeug ein homogenes Fräsbild auszeichnet, die Spanräume riefenfrei glatt gefräst und die Plattensitze für die Wendeplatten sowie die Werkzeugkanten gratfrei sind. Denn ein glattes, fein gefrästes oder geschliffenes Schaftwerkzeug mit kerbfreien Übergängen steht für eine höhere Sicherheitsreserve.
Auch die Lötung ist hier eine Betrachtung wert: Sind an der Lötstelle schwarze Fehlstellen sichtbar, hat die Lötverbindung nicht die Festigkeit, welche ein hochwertiges Werkzeug auszeichnet. Aber nicht nur diese, den Fertigungsaufwand charakterisierenden, leicht erkennbaren Gütemerkmale kennzeichnen ein hochwertiges Schaftwerkzeug, sondern besonders auch die durch die Fertigungspräzision bedingte Wiederholgenauigkeit beim Wechseln der HW-Schneidplatten und die Profiltreue nach der Montage neuer HW-Wechselplatten. Erkennbare Fertigungsgüte ist somit gleichzeitig auch eine Voraussetzung und ein Anzeichen für hohe Montagegenauigkeit und gute Konturtreue des Schaftwerkzeuges zur Erzielung des geforderten Fräsbildes.
Ist der Tragkörper stabil?
Die nächste Eigenschaft, die der Werkzeuganwender deutlich spürt, ist das Gewicht. Während er die Unterschiede in den Stahlqualitäten, die die führenden Hersteller von hochwertigen Präzisionswerkzeugen zur Erfüllung der statischen und dynamischen Beanspruchungen verwenden, nicht erkennen kann, fällt das Gewicht der Werkzeuggrundkörper aus Schwermetall und Hartmetall gegenüber dem Stahlwerkstoff sprichwörtlich in die Hand. Wann setzen die Präzisionswerkzeughersteller diese teuren Sinterwerkstoffe ein?
Erst dann, wenn die Stahllegierungen den Beanspruchungen beim Fräsen nicht mehr gewachsen sind und eine höhere Tragkörper-Festigkeit erforderlich ist. Anwendungstechnisch ausgedrückt: Unterliegt der Schaftfräser nach Abb. 2 hohen Zerspankräften, ist die Ausführung mit dem Schwermetall-Grundkörper zu bevorzugen.
Hohe Tragkörperstabilität steht bei der Schaftwerkzeugauslegung an oberster Stelle. Sicherheit, Steifigkeit, Produktivität und Wirtschaftlichkeit werden maßgeblich durch die Werkzeugkonstruktion und die Werkzeugwerkstoffe bestimmt. Der angesprochene Schwermetallwerkstoff zeichnet sich durch eine hohe Festigkeit und gute Dämpfungseigenschaften aus, weswegen gerade auch langauskragende Werkzeuge mit einem großen Schlankheitsgrad L/D wie beispielsweise der Wendeplatten-Schlosskastenfräser [ 16 mm mit 150 mm bis 210 mm Gesamtlänge L (Abb. 3) diese Werkstoffeigenschaften erfordern.
Auch kürzere Werkzeuge, die hohen Zerspankräften ausgesetzt sind, wie z. B. die Wendeplatten-Schaftfräser [ 8 x 20 mm bis [ 12 x 30 mm, welche mit Miniwendemessern ausgerüstet sind (Abb. 2), nutzen die Festigkeit des Schwermetalls. Denn um die wirtschaftliche Wendeplatte in dem Werkzeug aufnehmen und sicher spannen zu können, ist der Tragkörper um die notwendigen Ausfräsungen geschwächt.
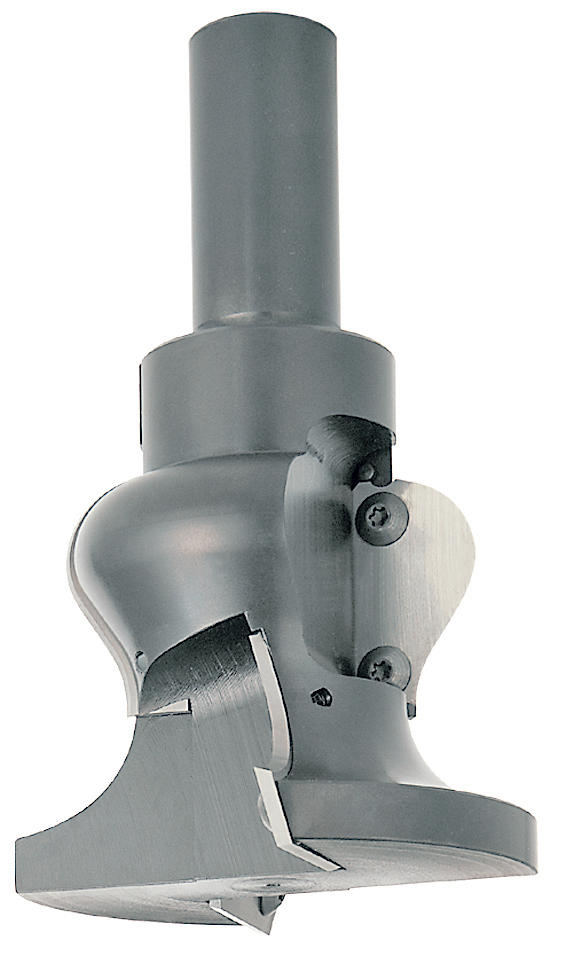
Auch beim Vielzahn-Fräser mit Durchmesser 16 mm und der maximalen Nutzlänge von 62 mm (Abb. 4), bestückt mit nachschärf- und auswechselbaren Frässtiften, werden die Eigenschaften des Sintermetalls genutzt. Bei diesem Hartstoff bewirkt der über 90-prozentige Wolframanteil den gegenüber Stahl um 70 Prozent höheren Elastizitätsmodul und das Nickel-Eisen-Bindemetall die hohe Bruchzähigkeit.
Nach Norm gekennzeichnet
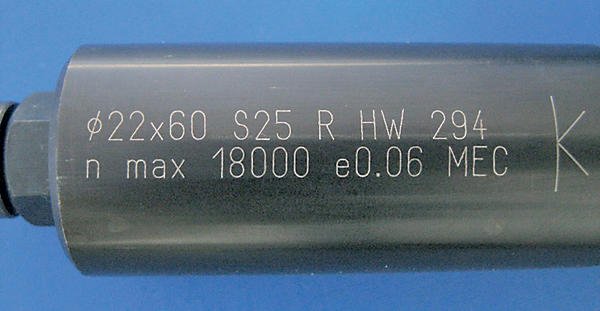
Damit kein Bruchversagen eintritt, werden in den Konstruktionsabteilungen der führenden Werkzeughersteller Festigkeitsrechnungen durchgeführt. Die Schaftwerkzeuge werden normenkonform nach DIN EN 847–1:2005 (Maschinenwerkzeuge für die Holzbearbeitung – Sicherheitstechnische Anforderungen – Fräs- und Hobelwerkzeuge, Kreissägeblätter), anzuwenden bei Fräsdurchmessern D>16 mm, und nach DIN EN 847–2:2001 (Anforderungen für den Schaft von Fräswerkzeugen) konstruiert und gefertigt. Die normengemäße Kennzeichnung für Schaftwerkzeuge mit D>16 mm enthält:
- a) das Kennzeichen für die Mindesteinspannlänge (Abb. 5)
- b) die Hauptabmessungen des Werkzeuges
- c) die Angabe über die zulässige Exzentrizität e ***.
Zu den Mindest-Schaftkennzeichnungen gehören die Herstellerbezeichnung, die Höchstdrehzahl und MAN oder MEC für die Vorschubart. Bei Schaftdurchmessern $14 mm kommen noch das Kurzzeichen der Schneidstoffgruppe, D x Nutzlänge und der Durchmesser des Einspannschaftes S hinzu. Manche Hersteller geben zusätzlich die Schneidenanzahl bzw. die Zähnezahl, die Gesamtlänge und weitere firmenspezifische Daten an (Abb. 5).
Die Vollständigkeit dieser Angaben auf dem Werkzeugschaft erkennen zu können, weist daraufhin, dass zumindest in dieser Hinsicht ein normgerechtes Schaftwerkzeug vorliegt. Die führenden Hersteller von Schaftwerkzeugen haben in den Normengremien zusammen mit der Holz BG dieses Normenwerk erarbeitet und halten sich daher an deren Sicherheitsvorschriften.
Begutachtet der Werkzeuginteressent nun die Spanntechnik der Wende- oder Wechselplatte, kontrolliert er gleich die ordnungsgemäße Beschriftung der Schneidteile. Denn auch deren Kennzeichnung ist nach EN 847–1 vorgeschrieben und soll bei einer Länge und Breite von > 20 mm dauerhaft beschriftet sein mit dem Namen oder Zeichen des Herstellers oder Lieferers. Um die Rückverfolgbarkeit nach der Qualitätsmanagementnorm DIN EN ISO 9000:2000 zu gewährleisten, sind die Profilwechselplatten und Wendeplatten mit der Sorte zu kennzeichnen. Damit können Verwechslungen der Anwendungsbereiche ausgeschlossen werden.
Knifflig: kleine Fräser
Die führenden Hersteller von Schaftwerkzeugen haben konstruktive Lösungen erarbeitet, um eine sichere Spanntechnik, gute Späneabfuhr und hohe Werkzeugstabilität zu vereinen. Insbesondere kleine Fräserdurchmesser erfordern kleindimensionierte HW-Wende- oder Wechselplatten und spezielle Spanntechniken. Diese maßliche Einschränkung wird noch enger, wenn die Wende- oder Wechselplatten zur Erzielung einer hohen Schnittgüte für einen ziehenden Schnitt unter einem Neigungswinkel angeordnet sind (Abb. 6).
Gespannt werden die Wende- oder Wechselplatten entweder über rückenverschraubte Spannkeile (Abb. 2), Brustdirektverschraubungen mit Torx- und Großkopf-Torx-Schrauben auf der Spannfläche (Abb. 3, 6 und 7) oder Rückenverschraubungen mit eben diesen Werkzeugspezialschrauben der höchsten Festigkeitsklasse 12.9 und großer Spannfläche (Abb. 7). Da den Befestigungselementen für die Schneidteile hohe sicherheitstechnische Eigenschaften abverlangt werden, sind sie stets nur als Originalersatzteil vom Werkzeughersteller zu verwenden. Welche Spanntechnik Vorteile bietet, entscheidet auch der Einsatzfall. Teilweise kann eine Spanleitstufe an der Brust vorteilhaft sein, wie sie z. B. der Fräser mit Rückenverschraubung nach Abb. 8 oder der Fräser mit Spannkeil in Abb. 2 bietet.
Ist die Schneide freigestellt?
Bevor das Fräswerkzeug zum Einsatz kommt, kann der Anwender näherungsweise erkennen, ob die Konstruktion eine Brennneigung beinhaltet, also die Freistellung der Schneide und des Tragkörpers ausreicht. Bei freigestellten Schneidteilen, wie in Abb. 4 dargestellt, ist diese Freistellung offensichtlich, wenn denn auch die einzelnen Schneidteile über einen ausreichenden Freiwinkel verfügen. Bei Vollhartmetall-Fräsern ist die Freistellung z. B. an den Facetten zu erkennen, realisiert in Gestalt einer relativ schmalen ersten, stabilen Freifläche, gefolgt von weiteren Freiflächen mit größeren Freiwinkeln (Abb. 9 a).
Gerade beim Nuten und beim Trennen im Vollschnitt sind diese Freiflächengeometrien ein Qualitätsmerkmal gegen Anlaufen der Freiflächen, Aufbauschneidenbildung und Brennen. So werden auch DP-Fräswerkzeuge (Schneidteile aus polykristallinem Diamant) für hohe Standwege bei gleichzeitigem Vermeiden von Brennspuren mit einem zweiten Freiwinkel am Hartmetall ausgestattet und zusätzlich der Tragkörper stufig abgesetzt oder sogar rund hinterschliffen (Abb. 9 b).
Laufruhe durch Wuchtgüte
Ein weiteres Kriterium für ein hochwertiges Schaftwerkzeug liegt in der Schneidenaufteilung, um – wann immer es möglich ist – einen weichen Schneideneingriff durch Wendeplatten mit Neigungswinkeln (Abb. 6) oder durch eine wendelförmige Anordnung der DP-Einzelschneiden (Abb. 10) herbeizuführen. Realisiert wird dies mit sehr enger Bestückung, beinahe Vollbestückung auf drei Flügeln als Z3-Werkzeug (Abb. 10) oder auch mit weiträumiger Bestückung beim Z1-Fräswerkzeug, bei dem die einzelnen unter dem Neigungswinkel aufgelöteten DP-Schneidteile auf mindestens drei Flügeln wendelförmig möglichst gleichmäßig verteilt sind. Wendelförmige Spanräume sind bei den DP-Werkzeugen ein Qualitätsmerkmal für guten Spanabfluss. Aufgabe dieser aufwändigen Werkzeuggestaltung ist die feine Aufeinanderfolge der Schneideneingriffe. Das Werkzeug läuft ruhiger, d. h. schwingungsärmer.
Laufruhe erzielt nur ein sorgfältig ausgewuchtetes Fräswerkzeug. Man kann die Auswuchtarbeit zum Beispiel an den Wuchtbohrungen oder nachträglich angebrachten Flächen erkennen, eine Aussage über die Wuchtgüte erhält man hierdurch jedoch nicht. Unzureichende Wuchtgüten merkt man im Leerlauf, wenn die Spindel mehr Geräusche von sich gibt als ohne Werkzeugbestückung oder der Spindelkopf stärker schwingt. Dann sind die für das Gesamtsystem Fräswerkzeug-Spannzeug geforderten Grenzwerte von G16 aber sicher überschritten, eine Auswuchtung von Fräswerkzeug und/oder Spannzeug ist zur Vermeidung von teuren Spindelreparaturen sofort zu veranlassen.
Sollte das Fräswerkzeug keine Auswuchtbohrung enthalten, kann es durch die konstruktive Gestaltung per CAD und die fertigungstechnische Genauigkeit so wuchtneutral hergestellt sein, dass die gewünschte Laufruhe erzielt wird, vorausgesetzt, das Spannzeug ist ebenfalls ein Präzisionsbauteil.
Wichtig: die Schneidkante
Die Nagelproben, bei der der Fingernagel die Schneidkante abfährt und die Schartigkeit ertastet und bei der der Nagelrücken über die Schneide streicht und feststellt, ob die Schneidkante scharf genug ist, um die äußerste Nageloberfläche abzuschaben, sind einfache Hilfsmittel, um ohne Mikroskop die Einsatzfähigkeit der Schneide zu prüfen. Gut erodierte Schneidkanten und fein geschliffene Hartmetallschneiden, wenn sie denn keinen Spiegelschliff aufweisen, lassen sich so von stumpfen leicht unterscheiden.
Zusammenfassung
Eine Vielzahl von sichtbaren und spürbaren Qualitätsmerkmalen kennzeichnet ein hochwertiges Schaftwerkzeug für die Zerspanung der Holzwerkstoffe. Sie ermöglichen dem Anwender einen qualitativen Werkzeugvergleich. Dieser Produktvergleich sollte aber auch den Leistungsumfang, den das Werkzeug bereitstellt, in die Beurteilung mit einbeziehen, wie z. B. die vielfältigen sonstigen Fähigkeiten des Werkzeuges zur Bearbeitung der breiten Werkstoffpalette des Anwenders im weiten Operationsfeld der Bearbeitungszentren.
Meinung »Wer sich nur vom Preis leiten lässt, zahlt drauf«

VDMA-Geschäftsführer Dr. Bernhard Dirr zur Wertigkeit von Werkzeugen.
Verkaufszahlen von Billiganbietern zeigen, dass der Preis eines Werkzeuges nicht selten als alleinige Grundlage einer Kaufentscheidung dient. Wichtige Aspekte wie Produktqualität und -sicherheit spielen hingegen oft nur eine untergeordnete Rolle. Wer sich bei der Kaufentscheidung jedoch allein vom Preis leiten lässt, zahlt am Ende immer drauf. Wenn man bedenkt, dass die Werkzeugkosten gerade mal zwischen ein und drei Prozent der Gesamtkosten einer Maschineninvestition ausmachen, das Werkzeug aber einen entscheidenden Einfluss auf die Qualität des zu produzierenden Werkstücks hat, dann liegt doch die Entscheidung für ein qualitativ hochwertiges Werkzeug auf der Hand. Der Unterschied zu vermeintlich preiswerten No-Names zeigt sich spätestens im Detail. Die Qualität des Materials, die Technik und die Verarbeitung entscheiden darüber, ob man auch nach längerem Gebrauch qualitativ hochwertige Ergebnisse mit diesen Werkzeugen erzielen kann.
Dr. Bernhard Dirr, VDMA
Service Wie erkenne ich Qualität?
Der vorliegende Beitrag ist Teil der VDMA-Schriftenreihe »Wertigkeit von Werkzeugen«. Hier beschreiben Autoren der Firmen AKE, Leitz, Leuco, Jso und Prewi wie der Verarbeiter die Qualität eines Werkzeuges erkennen kann. Der Ratgeber kann kostenlos angefordert werden unter dominik.wolfschuetz@vdma.org
Teilen:







 Sind 15 cm ein Muss?
Sind 15 cm ein Muss?









{kind=link}