












Breitbandschleifmaschinen für Tischler unterscheiden sich in der Technologie immer weniger von Industriemaschinen. Willi Brokbals hat die neue Bütfering-Maschine der Meisterschule Ebern getestet.
Kann eine neue Breitband-Schleifmaschine viel mehr als eine alte? Lohnt sich die Umstellung? Die Firma Bütfering machte es der Meisterschule Ebern für das Schreinerhandwerk leicht, die Frage zu beantworten: Sie nahm die acht Jahre alte Einband-Maschine „Vega“ mit Gummi-Schleifwalze und elektronisch gesteuertem Glieder-Druckschuh zurück und engagierte sich wieder mit einer neuen Maschine.
Das konnte die alte Maschine
Bisher konnten die Meisterschüler furnierte Flächen oder Massivholz mit der Walze egalisieren, kalibrieren und mit dem elektronischen Gliederdruckschuh fertig schleifen. Kleine Werkstücke ließen die Grenzen der Maschi- ne erkennen: Schubkastenvorderstücke (100 x 200 mm) konnten nur Stoß an Stoß geschliffen werden oder nur, wenn ein größeres Werkstück nachgeschoben wurde. Die Teile blieben schon mal unter dem Schleifband stehen und wurden dadurch unbrauchbar. Dünne, verzogene Flächen ließen sich teilweise nicht mit dem gewünschten Ergebnis schleifen, da das Schleifband nicht gleichmäßig eingreifen konnte.
Wurden viele schmale Leisten mit der Walze und mit hohem Materialabtrag geschliffen, zeigten sich auch schon mal Einlaufspuren an der Gummiwalze. Diese musste dann egalisiert und nachjustiert werden, damit maßgenaues Schleifen wieder möglich wurde. Für Flächen mit Grundierfolie oder den Lackzwischenschliff war die Maschine nicht geeignet, da die Schnittgeschwindigkeit nicht regelbar und damit für diesen Fall zu hoch war.
Hilfe, eine Tatschskriin!
Dann kam die Neue mit dem anspruchsvollen Namen „Diamond C“. Der Schreck war für einige Meisterschüler groß, als deutlich wurde, dass nun alle Eingaben nur noch über einen Touchscreen gemacht werden können. Wer neue Maschinen anschafft, kann sich meist nicht gegen diese vermeidliche Errungenschaft, die oft mehr Nerven kostet als Nutzen bringt, wehren. Doch selbst die ärgsten Kritiker derartiger Technik sind voll des Lobes: „Das ist endlich mal ein Computer, den man versteht und bei dem man auch nach zwei Wochen noch weiß, wie er funktioniert.“ Die Symbole, Zahlen und Buchstaben sind groß genug, um sie gut erkennen zu können. Lediglich der Taster, mit dem man das aktuelle Programm verlässt, ist für die manchmal großen Schreinerfinger etwas klein geraten.
Die ersten Programme wurden bei der Grundeinweisung zusammen mit dem Monteur angelegt und bekamen eindeutige Namen: Egalisieren, Furnier K150, Furnier K180, Lackschliff, usw.
Die neben dem Display angebrachte Kurzbedienanleitung ist wohl überflüssig: Einmal eingewiesen, findet sich nahezu jeder bei der nächsten Benutzung wieder zurecht, dank der fast selbsterklärenden Benutzeroberfläche. Durch Tippen auf den Bildschirm kann zwischen vielen Funktionen gewählt werden, die sofort ins laufende Programm übernommen werden. So lassen sich die aktuelle Vorschubgeschwindigkeit und Schnittgeschwindigkeit verändern oder die Reinigungsbürste oder das Vakuum zu- oder abschalten.
Hat sich Bütfering durch die schon seit Jahren in Ebern praktizierte Lösung, den Auslauftisch zu verlängern, inspirieren lassen? Die neue Maschine hat einen in der Höhe festen Tisch und Aggregate, die für die Dickeneinstellung auf- und abfahren. Dieses Maschinenkonzept ermöglicht die serienmäßige Tischverlängerung von fast 200 mm auf der Einlaufseite und rund 900 mm am Auslauf. Der verlängerte Tisch an der Einlaufseite erleichtert das Auflegen langer und kurzer Werkstücke und dank des verlängerten Auslauftisches muss man nicht mehr so oft den Wettlauf mit den hinter der Maschine abstürzenden Werkstücken aufnehmen.
Manövrierhilfe beim Bandwechsel
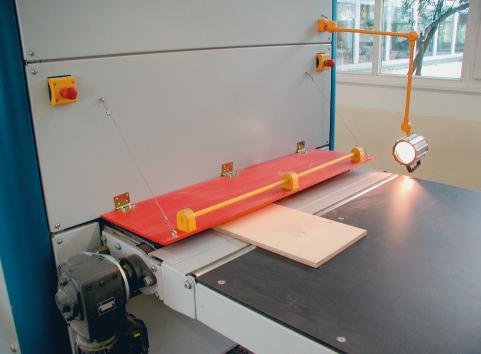
Der Schleifbandwechsel wurde vereinfacht: Mit dem Öffnen der Tür wird die Aggregathalterung pneumatisch entriegelt und im Ständer versenkt. Beim Schließen der Tür erfolgt die Verriegelung ebenfalls automatisch. Lästiges Schrauben und Klemmen entfällt. Das Einfädeln des Schleifbandes verlangt, besonders für Ungeübte, nach wie vor Geschick, damit es nicht beschädigt wird. Sinnvoll ist die Ampel, die mit gelber und grüner Leuchte anzeigt, dass das Band beim Einschieben in die Maschine die richtige Position erreicht hat.
Egalisieren mit der Walze
Flächen Egalisieren und Anleimer Bündigschleifen ist ebenso problemlos möglich wie das Schleifen schmaler Leisten. Diese bereiten eher dem Schleifband Probleme als der spiralförmig genuteten Stahlwalze.
Furnierschliff mit Gliederdruckbalken
Für den Furnierschliff setzt Bütfering einen Gliederdruckbalken ein. Der Bediener kann den Schleifdruck, die Zeitpunkte für das Absenken und Heben und die Zahl der im Randbereich zu aktivierenden Druckelemente frei wählen. Hohle Werkstücke werden so im Kantenbereich nicht durchgeschliffen. Bei gewölbten Werkstücken werden Druckschuh-Elemente neben dem Werkstück zugeschaltet, um das Schleifband auch über die Werkstückkanten hinaus niederzudrücken. So erreicht das Band auch etwas tiefer liegende Flächen.
Der Transportgurt ist für das Vakuumspannen gelocht. Selbst kleine Teile (100 x 100 mm) werden beim Schleifen mit dem elektronischen Gliederdruckbalken vom Vakuum auf dem Transportband gehalten. Auch kleine Schubkastenvorderstücke werden ohne Stocken durch die Maschine befördert – sehr zur Freude mehrerer Meisterschüler, die ihre Meisterstück-Einzelteile geschliffen haben. Einige reisten extra an, um ihre furnierten Schätze mit der neuen Maschine sicher zu glätten. Durch die hohe Saugwirkung können nun auch verwundene Flächen geschliffen werden, die sonst mit der Langband-Schleifmaschine oder einem Exzenterschleifer nachgearbeitet werden mussten.
Damit die Weichmacher möglichst lange im Transportband bleiben und es nicht mit einer Staubschicht verunreinigt wird – so bleibt es länger griffig –, wird an der Meisterschule Ebern das Transportband an der Ein- und Auslaufseite bei Nichtgebrauch konsequent abgedeckt. Vielleicht haben Nachfolgemodelle schon fertige Abdeckeinrichtungen. Die Eberner Lösung: Die Abdeckung an der Auslaufseite ist fest installiert und nur die an der Bedienseite wird vor dem Schleifen entfernt. Auf zwei einfache Halterungen unterhalb des Tisches abgelegt, ist sie jederzeit griffbereit.
Königsdisziplin: Lackschliff
Die für Furnier verwendete Schleifzunge ist mit 50° Shore-Härte für den Lackschliff zu hart und muss gegen eine weichere mit 36° getauscht werden. Die Schnittgeschwindigkeit wird auf 3,5 m/s reduziert und der Vorschub auf etwa 10 m/min beschleunigt.
Trotz High-Tech-Ausstattung benötigt man zum Lackschliff viel Erfahrung: Die Körnung und die Parameter Schnittgeschwindigkeit, Vorschubgeschwindigkeit und Schleifzungen müssen durch Versuche gut aufeinander abgestimmt werden. Wir erzielten unterschiedliche Ergebnisse: Vor allem PUR-Klarlack-Flächen wurden mit den Noten „gut“ bis „sehr gut“ bewertet, farbig lackierte Flächen mussten in Teilbereichen nachgeschliffen werden. Hier ist noch weitere Feinabstimmung der beeinflussenden Größen nötig.
Die Bütfering Optimat Diamond C überzeugt in fast allen Punkten. Sie verdient für Bedienfreundlichkeit, Zuverlässigkeit und Präzision jeweils fünf der berühmten Fünf Sterne.
Der Autor
Willi Brokbals unterrichtet an der Meisterschule Ebern als Holztechniker und Fachlehrer die Fächer Fachpraxis und Vorrichtungsbau.
Teilen:







 Sind 15 cm ein Muss?
Sind 15 cm ein Muss?










{kind=link}