









Was ist der Stand der Technik beim Kantenanleimen? Welche Maschinenausstattung ist sinnvoll, welche Spielerei? Horst Kastner gibt Antwort.
Seit es Holzwerkstoffe gibt, werden die Schmalflächen mit Kantenmaterialien beschichtet. Ende der fünfziger Jahre gab es die ersten einfachen Vorrichtungen zum Kantenbeleimen. 1962 brachte die Firma Homag die erste Kantenanleimmaschine heraus. Es war der Beginn einer rasanten Entwicklung. Das nahezu unüberschaubare Maschinenangebot macht es dem Schreiner heute nicht immer leicht, die den betrieblichen Ansprüchen angepasste Maschine zu finden. Dieser Beitrag soll dazu einige praxisorientierte Hilfestellungen bieten.
Klebstoffe für verschiedene Belastungen
Heute werden vorwiegend ungefüllte EVA-Schmelzklebstoffe (Ethylenvinylacetat) eingesetzt. Sie zeichnen sich durch gute Verarbeitbarkeit und kaum sichtbare Fugen aus. Allerdings ist das Ergebnis der Verarbeitung solcher Kleber weitgehend von der Beschaffenheit der zu verarbeitenden Werkstoffe abhängig und sollte vor Anwendung durch Versuche ermittelt werden. Mit füllstoffhaltigen EVA-Klebern lassen sich beispielweise beim Anleimen von Massivholzkanten höhere Festigkeiten erzielen als mit füllstofffreien.
Bei hohen Anforderungen an die Lösungsmittel-, Wasser-, Dampf-, Hitze- und Kältebeständigkeit von Verklebungen sind vorzugsweise Polyurethan-Schmelzklebstoffe (PUR) zu empfehlen. Diese Kleber reagieren mit dem Luftsauerstoff, was eine große Sorgfalt beim Einhalten der offenen Zeit und/oder maschinentechnische Vorkehrungen erfordert. Heute gibt es PUR-Granulate, die auch von normalen Kantenanleimmaschinen ohne Vorschmelzgerät, das den Sauerstoff vom Kleber fernhält, verarbeitet werden können.
Polyolefin-Schmelzklebstoffe wurden in den letzten Jahren entwickelt, um das Ablösen der Kante bei der nachträglichen Erwärmung in der Furnierpresse zu verhindern.
Buntes Materialspektrum
Das Kantenmaterial kommt als Rollenware bei ABS-, PVC,- Melamin- und Furnier sowie als Streifenzuschnitte bei Schichtstoff-, Furnier- und Massivholzkanten zum Einsatz. Das Kantenspektrum reicht von einer 0,3 mm dicken Melaminkante bis zum 40 mm starken Massivholzanleimer. Die Dicke der Trägerplatten darf zwischen 10 und 60 mm betragen, wobei je nach Maschinentyp die Dicken auch größer oder kleiner sein können.
Darüber hinaus sollten je nach Bedarf weitere Anpassungsmöglichkeiten an neue und geänderte Anforderungskriterien wie z.B. die Bearbeitung von Massiv-Alu- und Acrylkanten und das Bekanten von riegellosen Leichtbau- und Wabenplatten möglich sein.
Einfacher und schneller Kleberwechsel
Voraussetzung für eine perfekte Verbindung des Kantenmaterials mit dem Werkstück ist die richtige Klebetechnik. Dazu stehen, je nach Hersteller, verschiedene Kleberauftragssysteme (Kleber-Patrone, Ultra-Granupress, Quickmelt usw.) zur Auswahl. Wichtig ist es darauf zu achten, dass ein einfacher Kleber- und Farbenwechsel innerhalb kurzer Zeit möglich ist. Darüber hinaus sollten die Systeme leicht zu reinigen bzw. selbstreinigend sein.
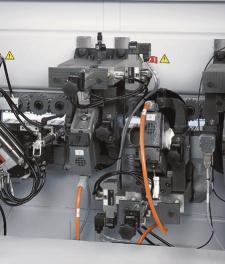
Welche Aggregate braucht man?
Bei einigen Maschinen beginnt der Bearbeitungsprozess bereits vor dem Verleimteil, nämlich mit dem Fügefräser.
Das Vor- oder Fügefräsen der Werkstückkante ist für eine optimale Beschaffung der Leimfuge unerlässlich. Wird die Trägerplatte auf einem Bearbeitungszentrum formatiert oder auf einer hochpräzisen Druckbalkensäge zugeschnitten, kann auf ein zusätzliches Fügefräsaggregat an der Kantenanleimmaschine verzichtet werden.
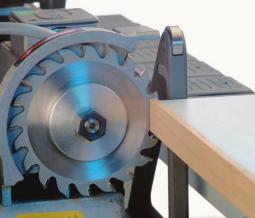
Das Kappaggregat zum geraden Bündigschneiden der überstehenden Kanten arbeitet meistens mit zwei unabhängig voneinander angesteuerten Kappmotoren, die beim Schneiden mit dem Werkstück mitfahren. Je nach Hersteller werden entweder parallel oder diagonal mitlaufende Sägenführungen favorisiert.
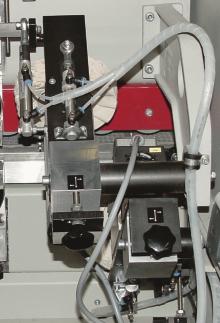
Bündig-, Fase- und Radiusfräsaggregate führen die wichtigsten Bearbeitungen nach dem Kantenanleimen durch. Bei Bündigfräsen wird das Werkstück auf der Ober- und Unterseite abgetastet, sodass ein Vorfräsen parallel zu diesen beiden Flächen erfolgt. Die Fasen- und Radiusfräser sind zusätzlich mit Seitentastrollen ausgestattet. Um eine störungsfreie Funktion der Abtastung zu gewährleisten muss eine regelmäßige Reinigung z.B. durch Abstreifen, Abblasdüsen usw. erfolgen. Bei vierseitiger Bekantung werden mit Kopierfräsaggregaten hauptsächlich die Stirnkanten bearbeitet, um dort mit einer Profilfräse die Stirnkantenrundung durchzuführen.
Ziehklingen- und Schwabbelaggregate führen die Finishbearbeitung von PVC- und ABS-Kanten nach dem Fräsvorgang aus.Die Radiusziehklinge hat die Aufgabe, Rattermarken, die bei Fräsen entstehen, auszugleichen und zu glätten. Sollten sich Kleber- oder Schmutzreste auf der Platte befinden, so können diese mit Flächenziehklingen entfernt werden. Um die Bearbeitungszeiten beim Kantenfinish weiter zu reduzieren werden z.B. Bündigfräser, Profilziehklinge und Flachklinge immer häufiger in Multifunktionsaggregaten mit eigener Drehachse und Vorlegehub vereinigt. Bei gleicher Geschwindigkeit lassen sich damit die Nachbearbeitungszeiten mehr als halbieren.
Schwabbel- oder Polieraggregate entfernen Weißbruch, der bei einigen Materialien bei dem Zerspanungsprozess in der Bearbeitungsfläche entstehen kann. Wichtig ist, dass alle Aggregate der Kantenanleimmaschine übersichtlich und leicht zugänglich angeordnet sind.
Über Touchscreen alles im Griff
Bei modernen Kantenanleimmaschinen können Rüst- und Einstellvorgänge automatisch von einem Bedienerpult aus durchgeführt werden. Durch die automatische Umschaltung auf ein anderes Kantenmaterial, die programmgesteuerte Einstellung auf die Dicken von Werkstück und Kante sowie den optionalen Kantenwechsel während der Bearbeitung ist eine optimale Nutzung der Maschine bei minimalen Rüstzeiten möglich. Um dies zu bewerkstelligen, werden moderne Handwerksmaschinen heute standardmäßig mit Streckensteuerungen ausgerüstet.
Diese ersetzen die bekannten Endschalter durch imaginäre, speicherprogrammierbare Schaltpunkte, die beim Durchlaufen der Werkstücke bestimmte Bearbeitungsvorgänge auslösen. In Verbindung mit einem Controller können über ein Servicemodul zusätzlich Fehlerdiagnosen schnell und sicher durchgeführt werden.
Einen noch höheren Bedienkomfort bieten PC-Steuerungen mit grafikfähiger Bildschirmoberfläche. Das Bedienpult mit Bildschirm ermöglicht einen genauen Überblick über den Bearbeitungszustand der Maschine. Häufig benötigte Einstellungen können in Form von Bearbeitungsprogrammen auf Festplatten abgespeichert, bei Bedarf wieder abgerufen und die Aggregate umgerüstet werden.
Netzwerkkarten, Schnittstellen, eine automatische BDE sowie Fehlermeldungen im Klartext und einzeln anwählbare Aggregate sind bei vielen Herstellern standardmäßig in der PC-Steuerung enthalten.
Wieweit der Automatisierungsgrad der Maschine perfektioniert wird, hängt stark vom Zeitaufwand für die Maschineneinstellarbeiten ab. Dieser kann in der individuellen Einzelfertigung oft größer sein als die eigentliche Bearbeitungszeit. Es sollte allerdings überlegt werden, ob Umstellungen in Einzelfällen nicht doch manuell wirtschaftlicher auszuführen sind.
Worauf Sie beim Kauf einer Maschine achten sollten
Die Ausstattung der Maschine in Bezug auf die Kantenmagazine, Bearbeitungs-aggregate und die Steuerung wird in erster Linie nach der Klärung der nachfolgenden Fragen erfolgen.
- Welche Kantenmaterialien werden hauptsächlich eingesetzt?
- Welche Kantenbreiten und -dicken?
- Wie häufig fällt ein Kantenwechsel an?
- Welche Bearbeitungen sollen an den Kanten ausgeführt werden?
- Häufigkeit des Aggregatewechsels?
- Hauptsächlich Serien- oder Einzelteilfertigung?
- Welche Trägermaterialien/Werkstücke werden gesetzt?
- Dicke der Werkstücke?
Die daraus resultierenden Anforderungen an die Maschine sollten in einem ausführlichen Pflichtenkatalog festgelegt und dokumentiert werden. Dieser bietet die Grundlage für eine möglichst detaillierte und vergleichbare Angebotserstellung durch die in Frage kommenden Anbieter.
Neben den rein technischen Fragen bezüglich der Maschinenausstattung sollten bei der Auswahl der geeigneten Kantenanleimmaschine noch folgende Kriterien bedacht werden:
- Platzbedarf der Maschine
- Kapazität der betrieblichen Absaug- und Druckluftanlage, notwendige Elektroanschlüsse
- Rüst- und Wartungsfreundlichkeit der Maschine
- begleitende Dienstleistungen um den Maschinenkauf wie Finanzierung, Gebrauchtmaschinen-Rücknahme, Nachbetreuung usw.
- Montagekosten
- Gewährleistung
- Schulungskosten
- laufende Wartungskosten
- Leistungsfähigkeit und Marktpräsenz von Hersteller und Lieferant
- Referenzadressen
Beim Kauf sollte man außerdem darauf achten, dass die Maschine mit einer CE-Kennzeichnung versehen ist. Der Kantenanleimmaschine muss darüber hinaus eine EG-Konformitätserklärung gemäß Anhang II Abschnitt A und eine Betriebsanleitung in deutscher Sprache nach Anhang I Nr. 1.7.4 Buchstaben a bis e, g und h der EG-Maschinen-Richtlinie beigefügt sein.
Der Autor
Horst Kastner ist Betriebsberater beim Landesfachverband Schreinerhandwerk Baden-Württemberg
Teilen:







 Sind 15 cm ein Muss?
Sind 15 cm ein Muss?










{kind=link}